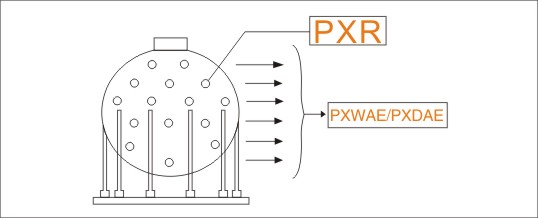
Acoustic Emission testing
Location:
HOME英文solutionsAcoustic Emission testing
Leading of acoustic emission equipment providers
Leading of acoustic emission equipment providers
Update time:2008-05-14 13:19 Viewed:次



Scanning








