摘要: 针对铣削过程中声发射信号非平稳的特点,提出了一种基于噪声辅助经验模态分解( EEMD)和本征模函数( IMF) 能量分布的刀具破损识别方法。首先对经过滤波后的原信号进行EEMD 分解,抽取本征模函数组( IMF) ,后计算每一阶模函数能量及总体能量分布,最后提取特征向量,通过特征向量的变化识别刀具破损。利用该方法,在立式铣削加工中心上对稳定切削中刀具破损和变参数铣削加工进行了系统的分析,结果表明此方法能够剔除切削参数变化的影响,准确的识别刀具破损,具有很高的稳定性和准确性。
关键词: 刀具状态监控; 声发射; 噪声辅助经验模态分解; 能量分布
Abstract: For the non-stationary characteristics of acoustic emission signals in face milling process,a new approach based on ensemble empirical mode decomposition ( EEMD) and IMF energy distribution was proposed to achieve the detection and identification of tool breakage in milling process. First,EEMD was used on the original signal to extract intrinsic mode functions ( IMFs) ,and then IMFs energy distribution was calculated to obtain the feature vector and a mathematical model was established to express the relationship between the feature vector and cutter conditions. Extensive experiments were performed to confirm the effectiveness and robustness of the detective method for steady milling and variable cutting parameters. The results showed that this method could accurately and stably identify the tool breakage.
Key words: tool condition monitoring; acoustic emission; ensemble empirical mode decomposition ( EEMD)
0 引言
刀具状态的实时监控对提高生产效率,降低生产成本,生产自动化以及产品质量保证起到重要的作用。切削刀具破损作为一种主要的刀具失效形式,一直是各国学者研究的热点。目前在刀具破损监控上研究主要围绕着两方面,一是传感器技术,二是信号处理技术。多年来,随着传感器技术的不断发展,不同类型的传感器被应用在刀具状态监控上面[1],如力传感器[2],功率变送器[3],声发射[4]传感器等。在众多传感器中,声发射传感器灵敏性高,抗干扰性强以及经济性等特点[5],逐渐被各国研究人员所采用。多种信号处理与特征提取技术被开发并应用到监控系统中,从早期的时域特征分析[6],到中期的基于傅里叶变换的时-频域特征分析[7],再到近年发展起来的小波分析[8],神经网络等方法,信号处理技术的发展对刀具破损监控起着推动作用。
但是,针对铣削过程中刀具破损的监控一直没有很好的解决方法,原因主要在于两方面: 首先,在铣削加工中,切削参数变化会对信号处理技术的稳定性产生影响; 其次,铣削过程中的AE 信号表现出很强的非线性和非平稳性,这种非平稳性会导致AE信号频域特征随着时间的推移而改变,无法用固定的频域特征描述铣削AE 信号。
经验模态分解( empirical mode decomposition,EMD) 是一种基于瞬时频率的自适应的处理非线性系统和非平稳信号的处理方法[9]。原信号被EMD分解成一组分量信号,这些分量信号相互正交,被定义为本征模函数( IMF) 。这些模函数能够内在的描述原信号的特征,能够对原信号起到识别的作用。而对于铣削AE 信号而言,传统的经验模态分解最大的弊端就是模态混叠问题。针对模态混叠问题,噪声辅助经验模态分解( EEMD) 被提出[10],基本消除了模态混叠的影响。
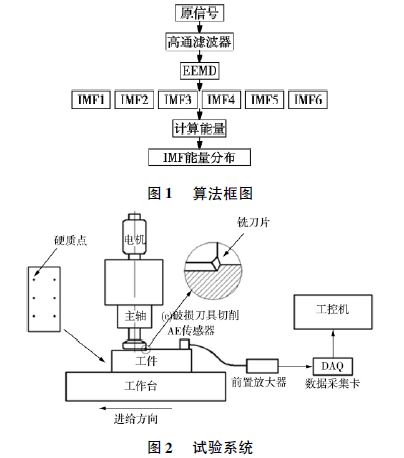
本文首先利用EEMD 对铣削AE 信号和刀具破损信号进行分解,得到本征模函数( IMF) ,计算IMF的能量分布,建立信号类型与特征向量的对应关系。进一步通过系统的试验,验证了基于EEMD 和IMF能量分布的破损识别方法对切削参数变化有效性。
1 基于EEMD 与IMF 能量分布的识别方法
1. 1 噪声辅助经验模态分解( EEMD)
经验模态分解( EMD) 是一个自适应的筛选过程。经过EMD 分解之后,原信号被分解成一些类的分量信号,定义为本征模函数( IMF) ,满足两条标准:①在整个数据长度内,极值点( 包括极大值和极小值) 数目与过零点的数目相等或者最多相差1; ②在信号长度内的任意点,上包络线与下包络线的均值必须等于零。EMD 分解出IMFs 的具体过程可以简要的描述为[9]:
( 1) 对于原信号x( t) ,信号长度为N,用样条曲线分别链接局部最大值和局部最小值,形成上包络线u( t) 和下包络线l( t) 。上下包络线把原信号包含其中,可以得到局部平均值m1( t) 和与原信号的差值h1( t) :
( 2) 如果h1( t) 满足本征模函数的两条定义,那么h1( t) 就是第一阶IMF。否则,用h1( t) 替代原信号x( t) ,重新进行上述筛选过程,计算h1( t) 的上下包络线( u1( t) ,l1( t) ) 并计算局部平均值与h1( t) 的差值:
( 3) 当相邻的两个筛选结果的标准差( SD) 降低到设定好的阈值之下时,可以获得一个IMF,通用的标准差阈值为0. 2 ~ 0. 3。通常情况下,为了获得一阶IMF 需要重新进行k 次筛选过程:
( 4) 在第一阶IMF 被分解出之后,把原信号x( t)与c2( t) 的差值作为新的原信号,按照相同的标准重复筛选过程直至得到全部的IMF。当第N 阶IMFcN( t) 或者残余分量rN
( t) 下降超过设定好的阈值时,或者是残余分量函数rN( t) 变成单调函数时,筛选过程停止。
尽管EMD 分解是一种处理非平稳信号有效的工具,但是传统的算法仍然存在一定的缺陷。而对于铣削AE 信号而言,模态混叠产生的影响最为严重。模态混叠的定义为: 一阶IMF 包含多个时间尺度,或者一个时间尺度分布在不同的IMF 中。为了克服这个缺陷,噪声辅助经验模态分解( EEMD) 被建立以消除模态混叠现象。
EEMD 原理简单: ① 把白噪声混入原信号( 混入白噪声的标准差与原信号标准差的比例为0. 25) ; ②对混合后信号应用EMD 分解; ③ 应用不同的白噪声序列不断的进行步骤①②; ④ 对每一阶IMF,对所有分解过程分解出的结果取平均值,作为最终结果。
1. 2 IMF 能量分布
EEMD 等价于一个自适应的带通滤波器,原信号x( t) 分解成一组分量信号,
每一个IMF

是原信号在特定频率段上的分量,而残余分量

的能量很小,所以在计算信号总能量时可忽略不计。原信号的总能量可以表示为:
所有的IMFs 都是相互近似正交的:
计算原信号在每一个自适应频段上的能量分布,进而定义信号的频率-能量分布状态向量:
当切削条件发生改变时,比如刀具突然破损、切削参数改变或者是其他因素的影响,MF 能量分布和状态向量φ将会同时产生一些改变。为了定量的描述这种切削状态,

被引入来表示切削过程的变化:
2 识别方法的应用
2. 1 试验系统与试验设计
试验系统如图2 所示,铣削试验在DMG 公司生产的DMU70 五轴立式加工中上进行,传感器采用富士陶瓷公司生产的FUJICERA 1045s 宽带式声发射传感器,前置放大器放大倍率为40DB,工件为45#钢,尺寸为50 × 50 × 400mm。传感器涂抹耦合剂之后,通过磁吸附装置固定在工件末端,如图2 所示。传感器输出信号经过前置放大器之后,被送进数据采集卡( ADLINK PCI9816) ,采样频率5MHZ,后由基于NI-LABVIEW 平台的数据采集保存程序处理,保存成二进制格式。被保存下来的原信号,经过20kHz 高通滤波后,送入基于MATLAB 平台的数据处理程序进行后处理。
为了研究铣削参数改变对识别方法的影响,图2 所示的试验系统上进行铣削试验,试验条件如表1。为了获取稳定切削过程中刀具突然破损的信号,将直径为0. 5mm 的硬质合金钻头镶嵌入45# 钢基体内部,形成硬质点,当切削刀具接触硬质点时发生破损,如图2 所示,试验条件如表2。
2. 2 基于IMF 能量分布的破损信号特征识别
经验模态分解相当于一个自适应的滤波器组[11],原信号经过EEMD分解之后,形成多阶本征模函数,每一阶模函数是原信号在特定频段范围内的分量。由于各分量信号之间相互正交,且每一阶IMF 的能量都来自原信号,所以所有分量信号的能量总和等于原信号的能量[12],各本征模函数的能量分布状态能够自适应的反映原信号的频率-能量状态。铣削AE 信号具有很强的非平稳性,利用IMF 能量分布能够有效地揭示原信号内在的特征,提取信号的特征向量。
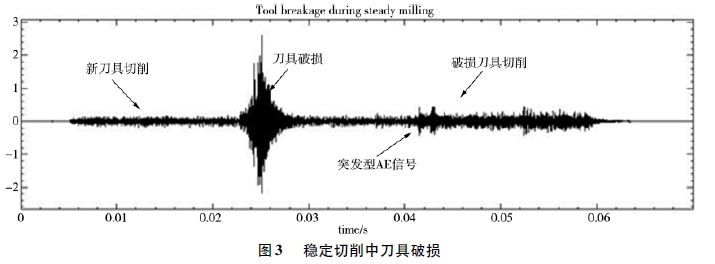
图1 为稳定切削中刀具突然破损的信号时域波形图。从波形图中,可以看出稳定切削过程中刀具破损信号分为三部分: 稳定切削,刀具破损以及破损刀具切削。新刀具切削工件产生的AE 信号平稳性高,突发型的信号少,信号幅值较低; 刀具发生破损时,刀具几何形状改变的断裂能瞬间释放,产生能量很大,幅值很高的信号,信号平稳性差,衰减非常快; 破损后的刀具切削工件产生的AE 信号稳定性较新刀具差,幅值较高并伴随着随即突发型信号。这是由刀刃几何形状发生改变后,表面几何形貌不规则,刀具与工件接触面积增大所造成的。
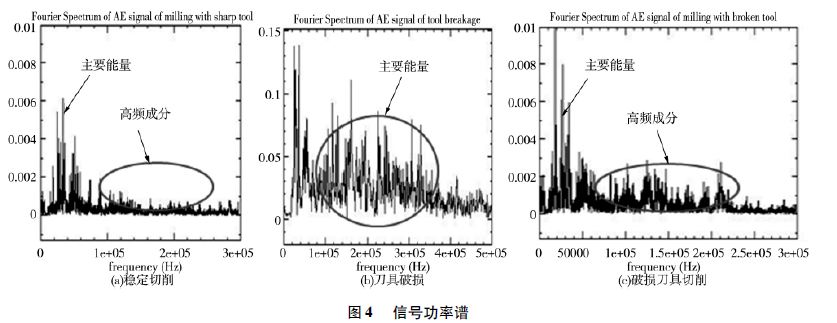
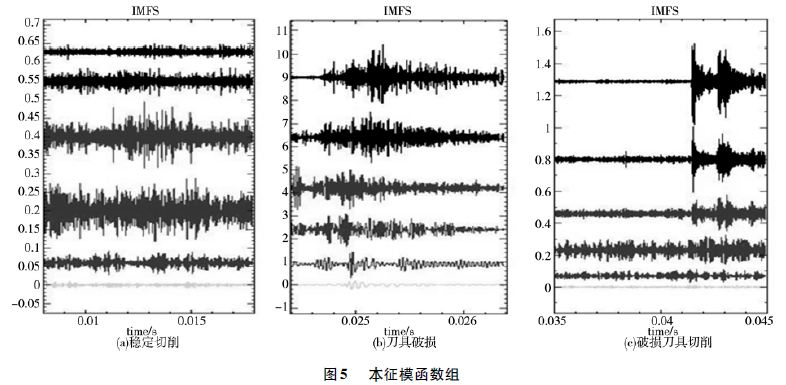
分别取0. 008 - 0. 018s,0. 0244 - 0. 0264s,0. 035 - 0. 045s 三个时间片段进行分析。图4 表示的是稳定切削信号,刀具破损信号以及破损刀具切削信号的功率谱。从功率谱中可以看出,稳定切削和破损刀具切削AE 信号的主要能量都集中在30 ~50kHz 区域,而且相对于稳定切削,破损刀具切削信号的能量大,高频成分含量高。刀具破损信号的主要能量集中在100 ~ 400kHz 区域内,能量远高于铣削信号。但是,仅仅从能量大小上来识别刀具破损信号是不准确的,因为切削参数的改变会剧烈的影响AE
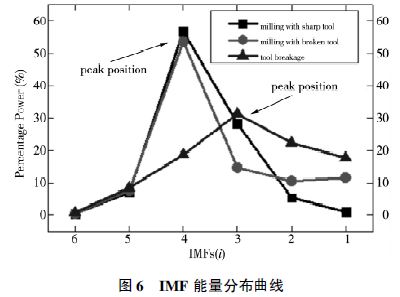
信号的能量,所以需要对图4 所示的特征进行数学建模描述。图5 为对三段信号分别进行EEMD 分解得到的IMFs 分量信号,从图中可以看出,刀具破损信号的主要能量集中在第1、2、3 阶IMF 上,而稳定切削信号主要能量集中在第3、4 阶IMF。对于破损刀具切削,第1、2 阶IMF 主要分离出的是随机的突发型信号,但是主要能量仍然集中在第4 阶IMF 上。应用上一节提出的IMF 能量分布算法,计算各IMF 能量,得到三段信号的IMF 能量百分比,数值见表3。在此基础上绘制出IMF 能量分布曲线,如图6。
如图6 所示,对于稳定切削和破损刀具切削信号, IMF 能量分布曲线峰值在第4 阶IMF 处,信号的主要能量都集中在第四阶IMF 上面,而刀具破损信号的曲线峰值出现在第3 阶IMF 处。主要能量集中在第三阶IMF 上。从识别的角度,当刀具发生破损时, IMF 分布曲线的峰值从第4 阶移动到第3 阶。通过提取IMF 能量分布曲线的峰值位置,可以准确地从铣削信号中识别出刀具破损信号,实现刀具破损的监控。
2. 3 变切削参数的影响
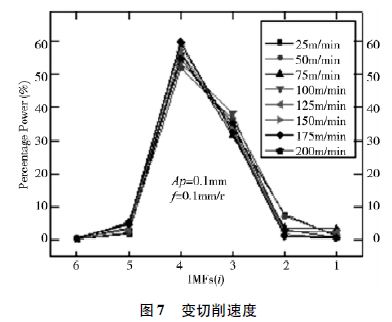
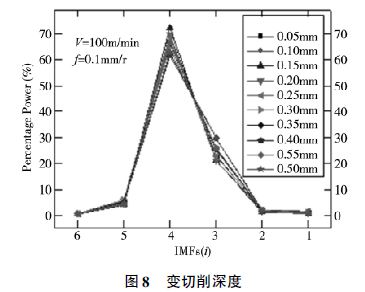
在铣削过程中切削参数经常发生变化,而切削参数的变化会对AE 信号产生明显的影响,所以识别方法必须对切削参数的变化不敏感,才能在实际应用中得到推广。针对切削速度,切削深度和进给率三个参数,分别进行单因素试验,对每一种切削参数下采集的信号提取IMF 能量分布,绘制曲线,如图7、8、9。从图7 中可以得到结论,切削速度不会改变IMF 能量分布状态,也不会改变分布曲线的峰值位置,从图8、9 中,也可以得到相同的结论,综上所述,切削参数的变化不会使IMF 能量分布曲线峰值位置产生移动,只有刀具破损才能使其从第4 阶移动到第3 阶。可以通过监测曲线峰值位置来识别刀具破损信号,大量实验表明,识别方法能够剔除切削参数的干扰,准确的识别刀具破损。
3 结论
根据铣削过程切削参数改变以及铣削AE 信号非平稳的特点,本文提出一种新的基于EEMD 和IMF 能量分布的刀具破损识别方法,该方法能够自适应的把原信号分解成本征模函数,并通过计算IMF的能量,刻画原信号的频率-能量状态。对提取的IMF 能量进行归一化处理,绘制分布曲线,通过判断峰值位置来识别刀具破损的发生。进一步地,通过大量的实验,验证了该识别方法对变切削参数切削过程的有效性。综上所述,本文的主要结论为:
( 1) 铣削信号的主要能量集中在30 ~ 50kHz 范围内,刀具破损信号主要能量集中在100 ~ 400kHz范围内。
( 2) 稳定切削信号幅值低,突发型信号少,高频成分比重低; 破损刀具切削信号幅值较高,并伴随有低幅值突发型信号,信号稳定性差,且高频成分比重较稳定切削信号有所升高; 刀具破损信号能量最大,高频成分比重远高于铣削信号。
( 3) 铣削信号IMF 分布曲线峰值位于第4 阶,刀具破损信号曲线峰值位于第3 阶段。
( 4) 切削速度,切削深度和进给率不会使分布曲线峰值移动,只有刀具破损能够对IMF 能量分布状态产生影响。
( 5) 在铣削过程中,通过监测AE 信号IMF 能量分布曲线峰值的移动,可以有效地识别刀具破损。
[参考文献]
[1]Zhu Kunpeng,Wong Yoke San,Hong Geok Soon,“Wavelet analysis of sensor signals for tool condition monitoring: A review and some new results”,International Journal of Machine Tools & Manufacture,2009( 49) : 537 - 553.
[2] H. Shao,H. L. Wang,X. M. Zhao,“A cutting power model for tool wear monitoring in milling”,International Journal of Machine Tools & Manufacture,2004( 44) : 1503- 1509.
[3]H. Shao,X. H. Shi,“Power signal separation in milling process based on wavelet transform and independent component analysis”,International Journal of Machine Tools &Manufacture,2011( 51) : 701 - 710.
[4]Xiaozhi Chen,Beizhi Li,“Acoustic emission method for tool condition monitoring based on wavelet analysis”,Advanced Manufacture Technology,2007( 33) : 968 - 976.
[5]K. Jemielniak,P. J. Arrazola,“Application of AE and cutting force signals in tool condition monitoring in micro-milling”,CIRP Journal of Manufacturing Science and Technology,2008( 1) : 97 - 102.
[6]K. Jemielniak,O. Otman,“Tool failure detection based on analysis of acoustic emission signals”,Journal of Materials Processing Technology,1998( 76) : 192 - 197.
[7] YonghongPeng,“Empirical Mode Decomposition Based Time-Frequency Analysis for the Effective Detection of Tool Breakage”,Transactions of the ASME,2006, 128( 12) .
[8]K. P. Zhu,Y. S. Wong,G. S. Hong,“Wavelet analysis of sensor signals for tool condition monitoring: a review and some new results”,International Journal of Machine Tools &Manufacture,2009( 49) : 537 - 553.
[9]Huang,N. ,Shen,Z. ,Long,S. ,et al. ,1998,“The Empirical Model Decomposition and the Hilbert Spectrum for Nonlinear and Non-Stationary Time Series Analysis”,Proc.R. Soc. London,Ser. A,454: 903 - 995.
[10]Wu,Z. H. ,Huang,N. E. ,2009. “Ensemble empirical mode decomposition: a noise-assisted data analysis method”.Advances in Adaptive Data Analysis 1( 1) : 1 - 41.
[11]Patrick Flandrin,“Empirical Mode Decomposition as a Filter Bank”, IEEE SIGNAL PROCESSING LETTERS,VOL. 11,NO. 2,FEBRUARY 2004.
[12]P. Flandrin,P. Gonc-alve’s,G. Rilling,“EMD equivalent filter Banks,from interpretation to applications”,In:N. E. Huang,S. S. P. Shen ( Eds. ) ,Hilbert—Huang Transform: Introduction and Applications,World Scientific,Singapore,67 - 87, 360. ( 编辑赵蓉)






 鹏翔新闻
鹏翔新闻





{kind=link}