技术与应用
发布日期:2009-02-02 09:43 浏览次数:次
摘要 声发射是近年刀具监测研究中采用的新技术之一。本文用包络分析法求取刀具磨损中声发射信号的包络线,用其时序模型参数作为特征值,采用神经网络对刀具磨损状态进行分析,试验表明效果良好。
关键词 刀具磨损 声发射 聚类分析 神经网络
刀具磨损在金属切削过程中会严重损坏工件的几何尺寸和表面形状。自动化制造系统中,为了保证产品的质量和加工系统运行的稳定性和可靠性,需要对刀具磨损状态进行在线监测。利用光学、机械振动、切削力、切削噪声等方法进行监测都收到了不同程度的效果。用声发射(Acoustic Emission简称AE)进行监测是近年来发展的一种新方法。
切削过程中,声发射主要是由主剪切区的错位和第二剪切区的滑动摩擦产生的。随着刀具的磨损,刀具切削面与工作面的摩擦增大,引起声发射信号的变化。研究表明,剪切错位与摩擦产生的声发射的机理不同,其声发射信号的特征也不一样。因此,可以分析刀具磨损过程声发射信号的特征来监测刀具的磨损状态。
用声发射监测刀具磨损状态的主要优点是,声发射的频率范围远远高于机械振动和环境噪声的频率范围,因此,用高通滤波器很容易得到无干扰的信号。其次,接收声发射的压电晶体传感器也很容易安装在刀具上,而不影响加工过程。
刀具磨损监测的关键是提取加工过程中刀具的各种状态信号的特征值和进行状态的辨识。目前已有许多信号分析技术用于从声发射信号中提取特征值,如“事件计数”、“概率密度分析”、“频谱分析”、“时间序列分析”等等。本文提出先提取声发射信号的包络线,再对包络线进行时间序列分析,把其时序模型的参数作为特征值,然后用神经网络进行聚类,分析刀具磨损的各种状态。
1 试验系统
试验系统如图1。试验在一台数控车床上进行,采用机加固不重磨刀具进行切削。声发射传感器安装在刀杆尾部(图2)。声发射信号经前置放大,记录在磁带上,并经滤波、A/D转换送计算机进行分析处理。试验分成正常切削状态、刀具磨损状态和刀具破裂3种状态进行。

2 AE信号的特征提取
由于声发射信号的频率很高,从中提取各种状态的特征值是比较困难的。对大量数据进行观察,发现各状态信号的轮廓线有所不同。因此,决定对信号进行包络分析,求出其轮廓线,再从轮廓线提取特征值。我们利用希尔伯特(Hilbert)变换的方法对时域信号进行包络分析。分析中我们利用了卷积特性及双曲函数的傅里叶(Fourier)变换的特点,巧妙地利用了FFT方法,其基本原理如下:

包络线,Φk,at是基于{zt}估计出的模型参数。因此系统的特性、工作状态的所有信息都蕴藏在{zt}的取
值大小和先后次序中,当然也蕴藏在Φk,at这些参数中。刀具的磨损状态信息也蕴藏、凝聚在这些参数中了。我们可利用这些参数,用神经网络对刀具的磨损状态进行分类。
3 神经网络对磨损状态的聚类分析
本文所设计的网络是三层前馈网络,其结构为:输入层有n个节点,隐含层有p个节点,输出层有q个节点。q个输出节点分别对应q种刀具磨损状态,输入层采用的输入值为自回归模型的参数,隐含层和输出层的活化函数为Sigmoid函数。训练完毕后,当输出层的第i个节点输出值大于0·99而其它节点的输出值小于0·01时,就认为本次识别的磨损状态为第i种状态。网络结构图如图3所示。

采用的训练算法是PB算法。我们知道该算法的误差函数是

BP算法的一个明显的缺点是学习速度慢,原因是多方面的,如与网络的结构有关,与学习算法本身存在的缺点有关。当利用上述函数来调整权重时,从推导知道权重调整量总包含下面的因子式(本文中仅以隐含层
到输出层为例进行分析)

可以证明,利用此种算法对权值修正,收敛速度较快。
4 试验结果
为模拟生产过程的实际情况,减少试验误差,预先准备了三组刀片:一组是锋利的刀片,供进行正常的切削使用;一组是磨损了的刀片,供磨损切削试验使用;一组在刀尖5mm处预先切割出一小槽,以便使其受力后易于崩裂,供模拟刀尖破裂时使用。每记录一种状态的信号,都要更换刀具。每种状态都采用相同的切削参数。试验参数如下:
切削速度 1m/s
切削用量 0·013mm/n
切削深度 4·3mm
工件材料 AISI1018
刀片材料 TNMA432
采样频率 4MHz
滤波器截至频率 2MHz
采样点数 2048
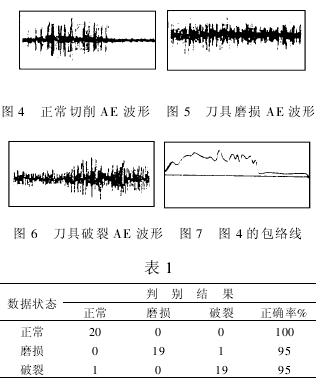
对每个样本,首先进行包络分析,然后进行时序分析,求得自回归参数,其阶数本文取3阶。所获得的刀具磨损状态的典型信号如图4~图7所示。
对每种状态各取20个样本作为训练数据,用前述神经网络BP算法进行训练,然后再各取20个样本进行判别。分析结果如表1所示。
本试验是采用磁带记录,离线分析方式进行的。
4 结论
本文用包络分析法求取刀具磨损中声发射信号的包络线,用时序模型的参数作为特征值,采用神经网络对刀具磨损状态类别进行辨识,试验表明效果是良好的。目前计算机速度的提高,以及在包络分析、时序分析、神经网络所采用的快速算法使此种理论可以用在生产线上,但这还需进一步的试验。


 鹏翔新闻
鹏翔新闻





{kind=link}