KDP( potassium dihydrogen phosphate,简称KH2PO4)晶体是20 世纪40 年代发现的一种性能优良的非线性光学材料。由于同时具有较大的非线性光学系数、较宽的透光波段、较高的激光损伤阈值、优良的光学均匀性和易于生长大尺寸单晶体的5 大优点,所以KDP 晶体是唯一能被用作激光变频器、电光调制器和光电快速开关等现代高科技领域元件的光学晶体材料[1 -3]。
声发射( acoustic emission,简称AE) 也称应力波发射,是指材料局部因能量的快速释放而发出的瞬态弹性波的现象[4]。借助声发射检测系统采集、记录、分析声发射信号并对声发射源的性质进行评定的技术被称为声发射技术。声发射技术的独特优点是能够进行实时、在线无损检测,且具有较高的灵敏度。
本文利用声发射检测技术对KDP 晶体表面波纹度进行在线监测,分析研究KDP 晶体飞刀切削加工时表面波纹度与声发射信号特征之间的规律,建立KDP晶体表面波纹度与声发射信号特征值之间的映射关系,以实现对KDP晶体飞刀切削时工件表面波纹度的在线准确监测。
1 声发射技术的原理
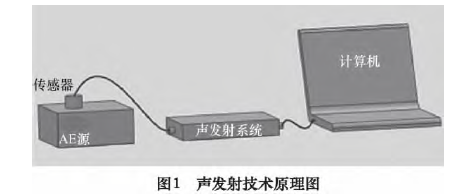
声发射技术原理如图1 所示,外部条件的作用使声发射源发射弹性波并传播到达材料的表面,而材料表面安装有高灵敏度的压电传感器,传感器将这些弹性波转化为电信号,然后再被放大、处理和记录,通过对采集到的声发射信号进行分析与推断,以实现材料的缺陷检测和构件的损伤分析等研究。
2 声发射信号的采集实验
为了成功建立KDP 晶体表面波纹度与AE 信号特征之间的映射关系,实现KDP 晶体飞刀切削加工过程中表面波纹度的准确监测,本文对KDP 晶体飞刀切削过程中AE 信号的采集进行了系统设计与试验。通过不同工艺参数组合的设计获得了大量与之对应的不同AE 信号和表面波纹度值,为最终实现表面波纹度在线监测的关键技术( 状态识别) 提供了丰富而又具有代表性的数据样本。
2. 1 实验方案
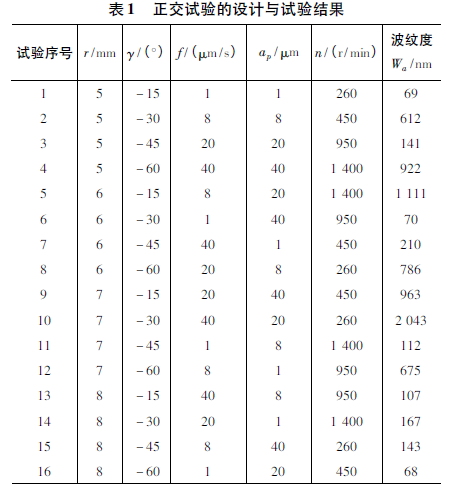
实验的切削参数组合为L16( 45 ) 的正交试验,包括刀具圆弧半径r、刀具前角γ、背吃刀量ap、进给量f 和主轴转速n 的五因素正交试验,根据前期试验效果,将5 个因素分别分为4 个水平来进行试验探究。正交试验与试验结果如表1 所示。
2. 2 声发射信号的后期处理
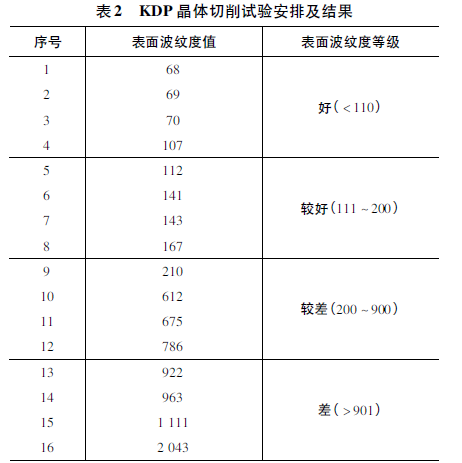
传感器获取并存储的信号数量很大而有用的信息量却很小,不能直接用来与KDP 晶体表面波纹度建立映射关系。然而,通过对这些信号进行变换处理并提取出能够反映KDP 晶体表面波纹度值的特征信号,便可达到上述目的,实现对KDP 晶体表面波纹度的可靠监测。为了获取AE 信号的监测特征,本文采用参数和波形两种分析方法对所采集到的信号进行处理与分析。按KDP 晶体表面波纹度值由小到大的顺序对表1进行重新编排,并将表面波纹度指标分为好、较好、较差和差4 个等级,具体见表2。
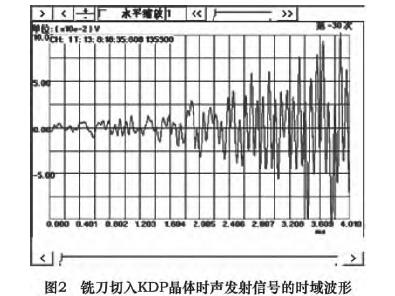
在KDP 晶体飞刀切削加工过程中,刀具圆弧半径、进给量、背吃刀量等工艺参数和飞刀切入切出KDP 晶体等条件的变化都将导致传感器接收信号发生变化,这些突变信号的某些突变参数如幅值就是所需要提取的信号特征值,而工艺参数的改变又将导致工件表面波纹度的变化,因此便于在工件表面波纹度值与声发射信号特征值之间建立某种映射关系。图2为单点铣刀切入KDP 晶体时声发射信号的时域波形。由图可以看出,随着单点铣刀的切入,声发射信号的幅值明显增大。
针对表2 所安排的试验获得16 组声发射信号,分析其均值、均方值、方差和能量等时域统计特征值,具体统计结果如表3 所示。
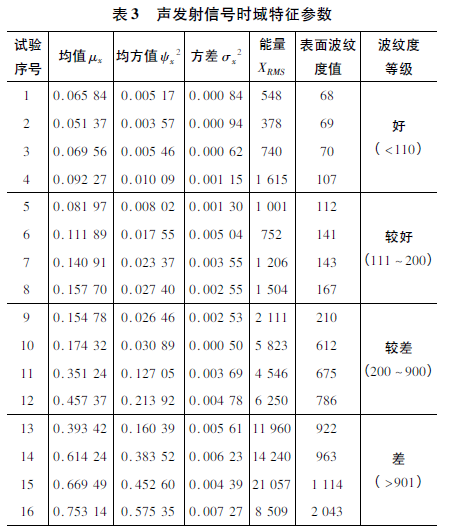
图3 为KDP 晶体飞刀切削加工时工件表面波纹度与声发射信号特征量之间的映射关系。
从表3 和图3 可以看出,在KDP 晶体表面波纹度值逐渐变大即工件表面质量逐渐下降时,声发射信号方差σ2x的变化不明显,与波纹度变化几乎毫无相关性; 能量值XRMS呈现随波纹度值增大而增大的整体变化趋势,但也存在一些局部跳跃,尤其是在16 号试验下突变极为明显,这主要是因为该类信号是在主轴为260 r /min 的最低转速下采集的,而声发射信号的能量又是幅值在时间域的积分。除个别值外,均值μx和均方值ψ2x都与波纹度有较为明显的对应关系,都可以作为声发射信号时域监测的重要参量。

3 结语
本文以KDP 晶体材料为研究对象,搭建了声发射在线监测试验系统,对不同工艺参数下的KDP 晶体飞刀切削实验进行声发射信号采集,并对采集到的信号进行处理,建立了KDP 晶体表面波纹度与声发射信号特征值之间的映射关系,得到以下结论:
( 1) 采集信号的均值μx和均方值ψ2x都与波纹度有较为明显的对应关系,都可以作为声发射信号时域监测的重要参量。能量值XRMS呈现随波纹度值增大而增大的整体变化趋势,但也存在一些局部跳跃。
( 2) 在KDP 晶体表面波纹度值逐渐变大即工件表面质量逐渐下降时,声发射信号方差σ2x的变化不明显,与波纹度变化几乎毫无相关性。
( 3) 利用KDP 晶体表面波纹度与声发射信号特征值之间的映射关系,可以实现对KDP 晶体飞刀切削时工件表面波纹度的在线监测。
参考文献
[1]Du Xiangwan. Factors influencing key characteristic quantity of high energy laser system[J]. High Power Laser and Particle Beams,2010,22( 5) : 945 - 947.
[2]谢英明,李新政,郑滨,等. KDP( KH2 PO4) 晶体材料的研究进展[J]. 河北工业科技,2006,23( 6) : 377 - 380.
[3]孙希威,张飞虎,董申. 单点金刚石铣削KDP 晶体实验研究[J].航空精密制造技术,2006,42( 4) : 18 - 20.
[4]Lars Lading,Malcolm McGugan,Peder Sendrup,et al. Fundamentalsfor Remote Structural Health Monitoring of Wind Turbine Blades - a Preproject[R]. Denmark:Forskningscenter,2002.
第一作者: 关佳亮,男,1964 年生,教授,博士,主要研究方向: 难加工材料的精密超精密加工工艺研究及装备研发。


 鹏翔新闻
鹏翔新闻





{kind=link}