Ultrasonic testing technology for high-density tungsten allo
Update time:2011-06-09 15:18 Viewed:次
High density tungsten alloy (rho material 18 g/cm3) parts after isostatic pressing molding, sintering, machining end of flange cylindrical parts, require 100% ultrasonic testing after pretreating, shall not be greater than the pro series mm defects.
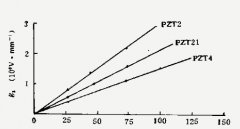
In order to select and determine the ultrasonic testing of conditions and the suitable method, first by 5 MHz ultrasonic probe, ultrasonic attenuation coefficient of the material was measured 0.085 dB / 2 mm, longitudinal wave velocity is 5.2 km/s. Secondly according to the shape of parts, the design of piecewise detection scheme, the cylinder and the cylinder components - flange connection part adopts mainly shear wave and longitudinal wave is complementary, and the flange part adopts longitudinal wave is given priority to, shear wave is complementary way of testing, defects determination using ultrasonic echo and bottom wave attenuation method. Angle probe when the choice, in order to ensure the beam to scan the whole thickness of parts, tungsten in the Angle of refraction is not greater than 46 °. Actual chose 4 MHz, refraction Angle of 40 ° Angle probe and 5 MHz, f5 mm straight probe. According to the result of the probe selection, design and production of tungsten alloy for reference blocks, design reference reflector for the flat bottom hole surface, six 5 mm deep pro series mm flat bottom hole of the adjacent pitch is not less than 15 mm, 40 ° incline on four different depth of the flat bottom hole is used to adjust the shear sensitivity, 40 mm and 15 mm deep deep in the plane of the flat bottom hole respectively used to adjust the flange and the cylinder detection sensitivity of longitudinal wave.
Ultrasonic testing found that most parts of the flange part are overweight defects, and defects have strong directivity, defects of orientation along the circumferential direction, formed a zonal distribution, and the distribution range is big, the maximum length of about the entire perimeter of 2/5. All the defects are mainly concentrated in about 15 ~ 20 mm of flange width of the range. The longitudinal wave waveform features embodied in zero defect area and Deborah is higher and more stable, defective area for zero defect wave, but bottom wave attenuation and even disappear; Shear wave characterized by typical intensive hole defect characteristics, combined with powder metallurgy technology analysis, deducing the defect for intensive pore type of defect. To continue processing of a defective pieces found defects after staining detection, confirmed the defects such as porosity defect. Due to the defects are produced on the flange, defect position is relatively fixed, change the metallurgical process is still difficult to eliminate, so it is possible that the causes of defects is sintering process of cylinder and the thickness of the flange part difference is bigger, the sintering temperature rise to a certain extent after the metal powder in the process of liquefaction and to internal shrinkage, due to reasons such as the temperature gradient and the thickness difference of the local area. Flange part of the larger in thickness, may appear inadequate central sintering, reduction in the process of gas to eliminate impurities and shrink extrusion caused by internal and external wall powder in central holes resulting from the lack of shrinkage and the original grain boundaries such as intensive porosity defect.
This batch parts analysis of ultrasonic testing result indicated that the designed detection scheme is feasible, test parameters and test block design is reasonable, the defect qualitative accurate, this detection scheme can be applied to similar to this part of the workpiece internal quality inspection.



 Blog
Blog