Normally, for large tubular vertical storage tank, in order to prevent filling leakage, regularly to ultrasonic measurement of thickness of the bottom of the tank, but this kind of open testing for users, from the perspective of cost and operation are caused great influence, so the open testing means for everyone.
At the bottom of the tank thinning the main reason lies in the bottom of the corrosion. As time accumulation will appear at the bottom of the tank rust, rust itself swell gradually from the bottom of the stripping, thus thinning at the bottom of the tank. When the rust stripping AE signal generation, can detected by AE sensors installed in the tank, and analyze, evaluate and grasp the corrosion situation of the bottom of the tank. This detection means is open, can be tested in tank in use process, reduce the economic burden of the client, already from the perspective of predict the corrosion situation and improved the security of the test.
Using AE test to use the tank bottom corrosion testing is started in Europe and the United States, then Japan's most universities, research institutions, groups and so on also has carried on the related scientific research and development. This article will research history and the latest trends of the technology are briefly introduced.
1. The use of AE test to use the tank bottom corrosion testing
The technology in 1990 by Europe and the United States before and after the oil tycoon, several large-scale chemical unit consisting of AE user group
Research and development. The study of the technology than Japan Europe and the United States about ten years later, the Japanese government agencies, universities, industry groups in Europe and the United States study, on the basis of technical improvement, etc. In 2005 by the Japanese association of high pressure technology security (HPI) published the use of AE test to evaluate the corrosion situation of oil storage tank bottom technology guide (HPIS G TR2005 110). In addition, in order to solve the problem of HPIS legacy, (a) oil energy technology center (JPEC) in 2012 formulated the "against outside of tank bottom corrosion damage of all-round acoustic emission diagnosis guide (ts JPEC - 2011-3).
In this paper, the technology can be divided into three generations, the first generation (hereafter referred to as "Europe and the United States law), the second generation is called HPIS (hereafter referred to as" the HPI method), the third generation called JPEC guide (hereafter referred to as "JPEC method), and carries on the brief introduction.
The first generation (Europe and the United States)
Detection principle is shown in figure 1, due to the bottom of the tank corrosion rust off an AE signal, the AE sensor can detect equidistant installed in the storage tank to the AE signals transmitted by liquid filling out and evaluated. Sensor installation height is 1.5 m off the ground, the installation quantity determined by tank diameter. For 1 hour of AE testing, the measured data and comparing the corrosion damage of open test, corrosion situation can be divided into 4 levels and risk assessment. In Europe and the United States have built hundreds of tanks AE database, and has carried on the AE detection to thousands of tanks, some European countries have begun to use the technology and extend the storage tank open cycle.
But the specific evaluation methods only open to AE user group, Japan could not continue to use. What's more, the fire department to use in Europe and the method to evaluate 105 tanks, and the comparison between the data and the actual detected at the bottom of the thickness, found that are considered "corrosion in good condition (less)" 76 tanks in 24 thickness reduction of more than 20%. In addition, was identified as "seven storage tank corrosion is serious" the thickness of the one in the loss of less than 10%, so for the effectiveness of the method of Europe and the United States is open to question.


Figure 1. The first generation (Europe and the United States law), the second generation (HPI) sensor array
2-2 of the second generation (HPI Japan method)
As mentioned above, the European and American law also left some problems, and because the relevant laws and regulations of different storage tank, the Japanese can't directly refer to the technology. So it is necessary to develop the Europe and the United States and a method of measuring method is the same, but the evaluation means of different methods. Developed by Japan association of high pressure technology security evaluation method of the HPI method process is shown in figure 2.


Figure 2 the evaluation method of the second generation (HPI) profile
Corrosion damage of HPI method aims to build a set of evaluation system, the effect to equal through actual plate thickness measurement of discrete data of evaluation results. First around the tank installed AE sensor (as shown in figure 1), in 1 hour to determine the number of AE hit divided by the number of AE sensor AE activity are obtained. Then, after finishing the AE detection to open check of storage tank, using UT thickness gauge on fixed base plate thickness measuring 30 cm (floor 1 m spacing, annular plate grid), through the fixed bottom plate thickness measured data to get the corrosion in the semi-quantitative risk parameters (hereafter referred to as CRP). Finally, the abscissa to CRP, ordinate set to AE activity, through the correlation of database standard curve. Using the standard curve can be relieved from development to check for CRP directly by AE activity, then CRP value multiplied by 12 management due to corrosion speed are obtained. But the HPI method also left the following topics.
L just in installation of AE sensor on the side of the tank, it is difficult to remove from the noise of the tank top drip drop.
Although l recommend amplitude distribution fractal analysis used for denoising, but fractal analysis in some cases does not apply to AE to deal with the noise.
L only install sensors in the side, it is difficult to the corrosion position location.
L based on the fixed plate thickness measurement data from the CRP precision is low.
L due to the CRP is a semi-quantitative, from user's point of view is not practical.
For all these legacy, even for large storage tank for testing, also not necessarily can reasonably come to the result. So also need further improvement.
2-3 of the third generation JPEC method (Japan)
JPEC method for the first generation and second generation of advantage, in order to solve the legacy project, improve the practicality as the goal. As an aid in the cause of economy, trade and industry since 2008, led by oil energy technology center has conducted a called "security basic association survey: the tank bottom plate and improve the management technology development" of the work. Regulatory reform ministerial meeting in December 2009, in line with the principle of storage tank open check performance standardization, "by monitoring storage tank corrosion situation, grasp the progress of corrosion, achieve open check cycle", and "under the premise of adopting new technologies to ensure safety, extended opening cycle implementation specification rationalization", makes the establishment of AE test on the agenda.
JPEC method compared with Europe and the United States, the HPI, testing methods and evaluation methods are quite different. As shown in figure 3, in isometric installed on the side of the tank of the AE sensor at the same time, highlights the tank ring board also isometric installed AE sensor.


Figure 3 (JPEC method) of the third generation of sensor layout
The technology has two big characteristics. First is characterized by two ways of installation of sensors improved the precision of AE activity of denoising, combined with the detailed continuous slab thickness 1 mm spacing between the measured the average maximum corrosion speed related database, can be derived from the AE activity average maximum corrosion speed. AE activity and the average maximum corrosion speed are defined as follows.
L AE activity: after denoising processing with all the side of the AE sensor measuring 1 hour duration, calculated by dividing the number of AE hit the measured AE sensor number of values.
L the average maximum corrosion speed: according to the continuous slab thickness measurement method, measuring the thickness of the base plate and a maximum of design thickness difference (maximum corrosion depth) divided by the use of the storage tank it is concluded that the value of the year. The value within the time limit for the use of the average maximum corrosion speed, within the time limit is not using the instantaneous maximum corrosion speed.
Another characteristic is that a ring of the AE sensor can make use of AE signal reaches lag, to improve the AE source location
Precision. JPEC assessment method of data process as shown in figure 4. The technology to solve the problem of the legacy of the second generation (HPI) subject for three measures, detailed introduction is as follows.
To improve (1) : improve the denoising accuracy
As AE detected and the noise, had not been a battle, the technology using the side panel AE sensors and annular AE sensor detection together, trying to improve the denoising accuracy.
As analysis in recent years with the rapid progress of computer, modern AE technology and precision of 10 years ago has improved greatly. Computer processing speed of high speed, large capacity of hard drives, / low cost, and realize the AE data based on a large number of field measurement of AE waveform analysis. Using the latest development in the analysis instrument, through waveform module analysis of AE wave of the tank bottom corrosion and noise signal.


Figure 4 the evaluation methods of third generation (JPEC method) profile
Tank prior to physical model acceleration corrosion test that measured of the rust off of AE waveform, and in the open access using AE test was carried out on the floor of the measured AE wave, both as a signal module (teachers) signal, storage device based on the analysis of the internal, and automatically extract the AE signal. A number of AE signals were measured could reach tens of thousands, but through the module analysis can be done in a reasonable amount of time signal analysis. In figure 5 (a) and (b) for the side panel of AE sensors measure the rust spalling of AE wave. Is often detected AE signals, as placing signage at signal on the steel plate, echo and the steel plate at the other end of the signal reflection amplitude irregular shape.
Noise, on the other hand, also exists in the wind and rain, electrical noise, connecting piping vibration, etc., for fixed roof tank, to remove due to condensation drip down the noise is critical. Remove the drip noise, using three-dimensional positioning method is more effective. Namely in the measured noise drops, the outside near the bottom of the signal as a drip and remove noise. A typical drip noise as shown in figure 5 (c). Due to the fluid noise in drops, so does not produce noise echo pulse shaped, has the positive and negative vibration amplitude is regularly. In addition, the electrical noise as shown in figure 5 (d), the duration of the electronic noise is very short, sharp pulse shape and form large amplitude, as shown in figure 5 (d) is continuous and separate happened. About other noise signal, but also through waveform module to get rid of stored in the AE and automatic equipment.
Through the above thoroughly after denoising processing, improve the precision of AE activity.
Improve the point (2) : import the average maximum corrosion speed
By fixed plate thickness measurement data and the second generation of the CRP, and associated with the AE activity after to evaluate corrosion damage. By floor 1 m pitch, annular plate 30 cm plover measured CRP, is likely to miss the pitch and other local corrosion, in addition to CRP this qualitative parameter estimation method is not practical for the user. Therefore, in recent years popular continuous slab thickness measurement can be detected at the bottom of the local corrosion and comprehensive maximum cutting depth, the average maximum corrosion speed are obtained. In the continuous slab thickness measurement, base plate, the annular plate can be 1 mm spacing UT thickness measurement in detail.
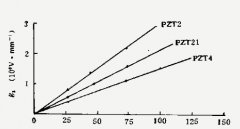
In the guide of the JPEC method, all of the storage tank for the implementation of the AE detection, continuous slab thickness measurement again, build a database of average maximum corrosion speed and AE activity, through the data related to draw standard curve is shown in figure 6. That can pass the standard curve of this technology, from the AE activity calculated the average maximum corrosion speed to obtain quantitative values, it is very useful for the users. In addition, the standard curve in figure 6, when the average maximum corrosion speed of more than 0.14 mm/year, don't look how to accord with the actual value of AE activity. This reason is unclear, collateral for evaluation based on measuring the company's largest corrosion speed is 0.200 mm/year above the data of standard curve.


Figure 5 and the AE noise produced by corrosion recognition module


Figure 6 AE activity and the average maximum corrosion speed correlation diagram
(3) : improves corrosion location accuracy
Use eight channels of AE sensor, AE wave reaches the side panel AE sensors and annular AE sensor differences are shown in figure 7. Is shown in figure 1 side panel of the AE sensor detected by AE wave propagation is based on linear trajectory in the liquid, actually spread pattern sort is various, such as in the backplane transmission shift after side impact wave, spread from floor after steering fluid leakage in the wave, and the longitudinal wave propagation in the liquid and the liquid surface reflection back reflection wave, according to the propagation path propagation speed will be different. The figure 7 with a large number of pulse waveform of elliptic tag, and arrival time difference between each sensor has a lot of combination, in this way will there is a big error location of AE sources.
Circular way of AE sensor, on the other hand, as shown in figure 7 (b) the impact wave So large Ao mode (oval) and after pattern is very clear. These signals by the majority of sensors to detect, and arrived in sequence. In the field measurement, according to the time of arrival of Ao mode and 2500 ~ 2900 m/s (base plate thickness dependent) propagation velocity can greatly improve the positioning accuracy.


Figure 7 sides AE sensors and annular AE sensor positioning differences
In this paper, the use of AE testing using the techniques of tank bottom corrosion loss, from the early stages of development in 1990 of the first generation
To the third generation, in recent years throughout the development of the technology. Using the latest third generation (JPEC method) for outdoor storage tank bottom corrosion situation assessment, can be measured by AE quantitative average corrosion rate and corrosion location information such as the largest. For a particular storage tanks (above 1000 kl), using the method of JPEC can improve the planning of open repair engineering precision, can be prepared to repair materials and ready to official application. In addition, for specific storage tank, can be a judge whether an open repair benchmark.
The application of AE testing technology in equipment and improve the diagnostic has over 40 years. Even as a universal detection technology, but also have a period because it could not meet the application requirements enables users lose faith in it. The main reason lies in the AE data analysis of the processing capacity of PC have limitations. AE experiment with PC not store huge amounts of AE signal data and only will E waveform characteristics as numerical parameters were analyzed, and it appears unavoidably denoising accuracy is not high. But now the high performance computer can even meet the JPEC method is used to that kind of detailed analysis of the AE waveform. Equipment used for all the year round, infrastructure, etc., AE test can provide health monitoring, play an important role in the field of nondestructive testing.
Thanks
The JPEC method mentioned in this paper is commissioned by oil energy technology center, testing technology, developed by our company to for help in the process of research and development of oil companies in the credit.



 Blog
Blog