ժҪ:�߾���ϸ����㷺Ӧ���ڻ�е��ҵ�������ӹ����Ȳ��ױ�֤���ӹ������ѿ��ơ�Ч�ʵ͵Ȳ���, ���һ������DSP������Ӧ���Ƽ��ϵͳ���ü��ϵͳ��TMS320LF2407AΪ����, ͨ��ʵʱ������⾶��ĥͷ���涯֧���빤���ĽӴ����źŻ��ĥ�����̵ļӹ�����, ͨ�����źŵĴ���ʵ������Ӧ���ơ�
�ؼ���:����Ӧ����;���ϵͳ;DSP;ϸ����
�����������ᡢ�����ᡢ���ᡢ������Ϳ������, �ǻ�е��ҵ�ز����ٵ���������������������Ҫ��ߵij���, ������ĥ���ӹ���Ϊ�����ӹ������չ���ͳ��ĥ���ӹ����������˵ľ��顢�ֹ�����ɰ�ֽ��е�, �����������IJ�Ʒ�������ȶ�, ���ڲ�ȷ����, ���ײ�����Ʒ������ϸ����(�䳤���ȴ���25)�ĸ��Ժܲ�(������Խ�����Խ��), ���ܵ�������ʱ�������������, �ӹ�����, �����Ǹ߾��ȳ�ϸ����ļӹ��Ѷȸ���
��ϸ�����ĥ���ӹ�������, Ӱ����ļӹ����������غܶ�, ���߿���ĥ�����������涯֧���빤���ĽӴ���ĥ��������Ҫ���ضԼӹ�������Ӱ�졣�������ֱ��Ҳ��Ҫʵʱ��⡣������ЩӰ������,�������һ������DSP������Ӧ���ϵͳ, ��ʵʱ���ϸ����ļӹ�����, �������ϵ���ĥ���ĸ���������, �ܺõؽ���������ӹ����⡣
�������Ƚ������źż��ϵͳ�����, �����˸�����źŵĵ�����·, �������˻���DSP��ϵͳӲ��, �������˸�ϵͳ�Ĺ������̡�
1���źż��ϵͳ�����
1.1��ϸ����ֱ�����
1.1.1����ⷽ��
����ɰ��ĥ��ʱ��Ҫ�涯֧��֧��ϸ����, ��������װ������, ����ӹ���Զ�����������ݹ����ͺ�, ����������Ӧ����, ��������ĥ���ϼӹ���ϸ����ı���ֲڶ��Ѿ���С, �ʲ��ټ��ϸ����ı���ֲڶ�, ��ֱ�Ӽ�����ֱ����
����ϸ����ļӹ��ص�, ��ѡ��һ�Բ��ѹ��ʽ��д�������ɵȱ۲�ͷ, ����Ӧ�߱��ϸߵ�Ӳ�Ⱥ���ĥ��, ѡ�ø�Ӳ�ȵ��մɲ���, �繤ҵ�ú챦ʯ�����ڲ���ʱ���õ�Ӵ���ʽ, ����������״������Ϊ���, ��ֱ�������ݼӹ�����ᾶѡ��;���Ӧ��֤�㹻�ĸ��Ժ�������, Ϊ�˱�����Ը���,ѡ�÷ǵ����Բ���, �粻���, ͬʱ��Ӧ�߱�һ���ij��ȿɵ��ԡ�
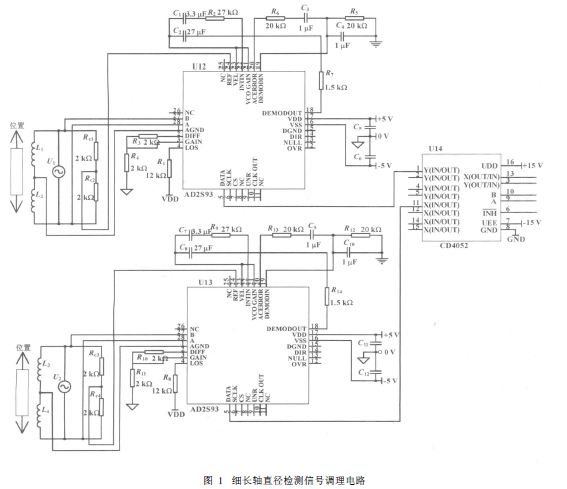
������ѡ��LVDT-1�Ͳ��ѹ��λ�ƴ�����,��������1��ʾ��
1.1.2���źŴ���
�����������ʵʱ���ݺ�, �辭���ʲ��������������ӿ�оƬAD2S93��ɶԸ��źŵĵ��ƺ�A/Dת����ͨ��SPI���ߴ���, ��϶�·���ض���·�źŻ�ijһ·�źŽ��в������֡���·ģ���ѡ��CD4052, ��CD4052����·�źŵĿ��ƿɵõ�ͬһ˲ʱֱ��������������������������, �������DSPϵͳ����һ�������ݴ���, �������λ��������������, ��������ɰ�ֽ������涯֧�ܵ��˶����źŵ�����·��ͼ1��ʾ��
����ͨ��CD4052��A��B��INH���ſ��Ʋ����źŵ����, X��Y���ŷֱ����I/O����IOPA3��IOPA4��
1.2��ĥ�����
1.2.1����ⷽ��
����ĥ��������, ĥ������ֱ��Ӱ��ӹ�Ч�ʺ;���, ����ھ��ܼӹ��б��뱣֤ĥ�������õĹ����¹�������Ӱ��ĥ�����������ؽ϶�, ��һһ���,��ѡ������Ҫ�����ؽ��м�⡣������ĥ��ĥ�������Ĺ�����, ��Σ������, ���ļ������Ч��ӳĥ���Ĺ���, ����ڸü��ϵͳ�ж����м�⡣
�������ź���λ�ơ��ٶȡ����ٶȵȶ�������Ϊ����ź�, �����Լ��ٶ�Ϊ����������ѹ��ʽ���ٶȴ��������д��������̴�Ƶ���������С����װ���ص�, ���������ڶ��ӻ���, �������ѡ��ѹ��ʽ���ٶȴ��������ӹ�ʱ, ����ĥ���IJ�����Ҫ����ĥͷ��������, ��˽���������װ��ĥͷ�ϡ�
����������ѡ��Endevco��˾������ͨ����272, ��������2��ʾ��
1.2.2���źŴ���
����ѹ��ʽ���ٶȴ�����������ǵ͵���ź�, ��ֱ�ӱ�A/Dת����ת��, �������ڴ��ڸ����ź�,���ǵ��źŷŴ�������, ��Ҫ���е�ͨ�˲�, ��˿�ѡ��TL081оƬ��Ƶ��ת����·���ʵ��Ŵ��·, �����ʵ��Ŵ�֮���ɽ��е�ͨ�˲���ѡ���б�ѩ�����˲���, ����ʹ������MAXIM��˾������MAX293��������ĥ��ɰ��ת��Ϊ300 �� 9 000 r/minʱ, ĥͷ������Ƶ��ԼΪ5 �� 150 Hz, ���MAX293�Ľ�ֹƵ�ʿ���ȡΪ180 Hz���źŵ�����·��ͼ2��ʾ��
����ͼ��, MAX293��CLK���Ž�DSP��CLKOUT/IOPE0, DSPʱ�ӿ���MAX293 ����ź�, ����MAX293��ͨ�˲���, �ź�ͨ��OUT���Ž���DSP��ADCIN00���š�
1.3�������涯֧���빤���Ӵ��źŵļ��
1.3.1����ⷽ��
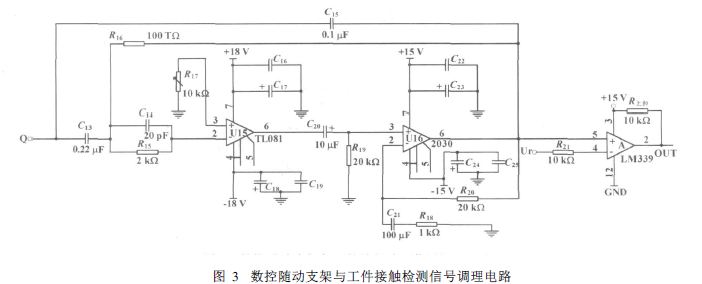
�ڸ߾���ϸ����ļӹ���, �����涯֧�ܶԼ�С�����ļӹ����������������ż�����Ҫ�����塣�ڼ��ϵͳ��, �����涯֧�ܲ���Һѹ�͵�������������:��֧���빤����Զʱͨ���������Һѹ����֧�ܵ�һ��λ��, ��ʹ�õ�������������֧���빤���Ӵ����ýӴ��źŲ��õ���ѹ��ʽ���������, ������Ҫ��������С, ��ѡ�ø������ȵ���������, ѡ�õ��ͺ�ΪYSXL��YSXL�������ȴ������������3��ʾ��
1.3.2���źŴ���
����ѹ��ʽ��������������ǵ͵���ź�, ��Ҫ���е�ɷŴ����������������涯֧���빤���Ӵ��źŵļ����, ����Ҫ����ѹ��, ֻ��Ҫ���֧���Ƿ��빤���ѽӴ�, һ��֧���빤���Ӵ��㷢���ź�,ʹ֧��ֹͣ�˶�, ����ǰ��������ھ�����ɷŴ����ķŴ�֮����Ҫ������ѹ�Ƚ������������ź�ֱ�Ӵ����ϵͳ, ���������ź�ʹ֧��ֹͣ�˶�, ����֧���빤���ĽӴ���������, ��ѹ�Ƚ���ѡ��LM339���źŵ�����·��ͼ3��ʾ���ɼ����źž���LM339���е�ѹ�Ƚ�֮����ƽ, ͨ��OUT���Ž���DSP��IOPA5��
1.4��ɰ��ĥ����
1.4.1����ⷽ��
��ĥ���ӹ�������, ɰ�ֵ�ĥ���Dz��ɱ����,��ɰ�ֵ�ʹ��������ɶԹ����ľ���������ֱ�ӵ�Ӱ�졣��ĥ��������Ӧ���ƹ�����, ������ɰ�ֵ�ĥ�������ɰ�ֵ�ĥ���Ϊ������ĥ�������ĥ��, ����ĥ�����й��ɵ�, ��ɰ�ֵ�ʹ��ʱ��ʹ����й�,ͨ���������ǵľ����ɰ�ֽ������ޡ����ڷ�����ĥ���Σ����, ������Ҫ�Է�����ĥ����м�⡣
ɰ�ֵķ�����ĥ�����ж��ַ���, ��AE�����������Ϊһ�ֶ�̬�����ⷽ��, ����ĥ������������½��м��, ��˷dz��ʺ�ĥ���ӹ�������⡣��ĥ��״̬(��ɰ��ĥ�������ĥ���Ӵ���ĥ�����ˡ�ĥ���������������ʵ�)�����仯ʱ, �������źŻᷢ���仯, AE�������ܼ���Щ�仯��
ĥ���ӹ���, ����ɰ���빤����Ħ��, ���ڹ�����ɰ���ϲ���150 �� 300 kHz���ź�, �ݴ˴�����ѡ���Ƶ��������1045S, ��������4��ʾ��
1.4.2���źŴ���
���Դ�������AE�ź��Ǻ����ĵ��ź�, ���ֵԼΪ��������ʮ��, ��Ҫ����ǰ�÷Ŵ�Ϊ��ʵ���ڽϿ��IJ�����Χ�ڱ�֤��Ҫ�IJ�������, ���ó̿�����Ŵ���, ����ѡ��PGA202, ���ô�ͨ�˲���ѡȡAE�ź�, ���˵������ź�, ͨ��Ƶ�ʷ�ΧԼΪ150 �� 300 kHz����ͨ�˲���ѡ��MFBʽ��ͨ�˲���,����ͨ��Ƶ�ʽ��о�����ơ�Ϊ����ӦA/Dת��������Ӧʱ��, ��Ҫͨ������첨��·����, ��AE�źŵ�Ƶ�ʽ��͵õ�һ����Ƶ��AE�����ź�, ����첨ͨ��˫�ܼ첨��·ʵ�֡��źŵ�����·��ͼ4��ʾ��
���� ͼ��PGA202 ��1��2 ���ŷֱ���봥����SN74HCT273�������������, �Կ���PGA202�ı�������С���ɼ��źž�����첨��, ͨ��OUT���Ž���DSP��ADCIN01��
1.5��ĥ�������
1.5.1����ⷽ��
ĥ���ӹ�������, ����ɰ�ֶ��ص���֯�ṹ�ص�, ���ѽ��и�Ч�߾��ȼӹ�, ��ĥ����������ֱ�ӷ�ӳĥ���ӹ�����, ��Ӱ���Ź����ļӹ�����, ��˶������������Ҫ�����塣
ĥ�����ļ����ֱ�Ӻͼ�Ӽ��������ֱ�Ӽ�ⷽ������, ��Ȼ��Ӽ��Ҳ�����, �����ڴ���������ơ���װ�ȷ��涼��ֱ�Ӽ�ⷽ��, ���һ��ܼ�˲ʱĥ����, ���������ѡ�ü�Ӽ�⡣��Ӽ��ĥ����ʱ, ���û�����������������������ĵ���, ֻ�轫�����������������ڵ���ij�������˼���, ���ײ�����
���ڼӹ����ȵ�Ҫ��, ��Ҫ��ȷ�ؼ��������, ���ѡ������Ų���ʽ����������������ƽ��ĥ�����Ṧ��һ����1.5 �� 8.5 kW֮��, ����������Χһ���50 AС, ����ѡ��HA25-NPϵ�л���������������������5��ʾ
1.5.2���źŴ���
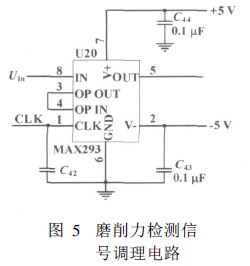
���������������������, һ·ֱ�Ӵ���������ŵ�����·��, ����ʾ��ֵ;��һ·��ӵ����Խ�����ת��Ϊ��ѹ, ����ĵ�ѹ�پ�����ͨ�˲����������DSPϵͳ���з���, ��ͨ�˲���Ҳѡ��MAX293 ��ͨ�˲���, ���ݹ�ҵ�õ�Ƶ�ʼ�ĥ���ӹ�����,���ֹƵ����Ϊ100Hz���źŵ�����·��ͼ5��ʾ��
ͼ��, ĥ��������ź�ͨ������IN����MAX293��, ͨ������OUT����DSP��ADCIN02, ����CLK����DSP��IOPE0, ����MAX293����źš�
2��DSPϵͳ���
2.1��DSPϵͳӲ�����
�ڸ�����Ӧ����ϵͳ��, ��Ҫ�����Χ�洢����·����Χ��Դת����·��JTAG����ӿڵ�·�����нӿڵ�·��ʱ�ӵ�·�����̼���ʾ��·��, ����DSPоƬ(TMS320LF2407A)��ͬ���DSPӲ��ϵͳ, ��Щ��Χ�ڴ˲��ٽ��о��������
��ϵͳ��, ����TMS320LF2407AƬ�ϼ��ɵ�16·10λ���Զ���������ADCģ����Ϊģ���������ݲɼ���Ԫ, ���ɼ���ģ��������Ҫ�ӵ�DSP��ADC�����ϡ�����ǰ������, �ɼ����ź���������, ����ֱ�Ӵ��䵽DSP��I/O���š���������·��������ź���DSP���������������:(1)����ADCģ��, �����źš�ĥ�����źź�ɰ��ĥ���ź�;(2)
ֱ�ӽ���DSP��I/O����, ��ϸ����ֱ���źź������涯֧���빤���ĽӴ��źš�
DSP�������ζ���5�����Ű�һ����˳��Ͳ���Ƶ�ʽ��в���, ����������Դ洢��ָ���Ĵ洢�ռ�, ���ݲɼ����ͨ�����нӿ�������λ���Կ�������ĥ����������Ӧ���ڡ�
2.2��DSPϵͳ�������
�� ��Ϊһ��Ӧ��ϵͳ, ��Ҫ��Ӳ��ϵͳ��ƽ̨�ϼ�����������ʵ��ϵͳ�Ĺ���, ϵͳ��������Ҫ����ϵͳ��Ҫ��������, ���ﲻ�ٶ�DSPϵͳ��Դ��������ļ����б�д��˵��, ֻ��Ҫ˵��ϵͳ��������, ��ͼ6��ʾ��
ͼ6��ϵͳ��������ͼ
3����
��������, �ü��ϵͳ���ö�ͨ��ͬ���źŲɼ���ʱ����ṹ, ��֤��ϵͳ�Բ����ľ��ȡ�ʵʱ��ͨ������Ҫ��, ������Ը������ݵĿ��ٴ���Ҫ��, ��ʵ��ʵʱ���ĥ���ļӹ�״̬������ĥ�����ӹ�����, ����ϸ����ĸ߾��ȡ���Ч�ʺ����ܻ�������Ҫ�ü��ϵͳ������Ӧ��������ĥ��, ���ɾ�������Ӧ�����������ػ�����
�����:
��1����Ӿ, ������, ������.����DSP���˻��ӿڼ���[ J] .������Һѹ, 2004(11):110 -112.
��2������, ����, ���.���ѹ��ʽ�������Ľӿ�оƬAD2S93[ J] .�������Ԫ����, 1998(4):24 -27.
��3��������, ���.��MAX293ʵ���б�ѩ���ͨ�˲��ĵ�·���[ J] .ʯ������, 2004, 18(6):43 -45.
��4����ӳ��.���������������������DZ���������������Ӧ��[ J] .��ҵ����, 2001(S1):255 -257.
��5��������.�������������������ܼ���ʹ��[ J] .�������Ӽ���, 1994 (4):63 -65.
��6�������.һ�����͵�ɷŴ������о������[ J] .����ʦ����ѧѧ��:��Ȼ��ѧ��, 2008, 31(5):443 -447.
��7��������.�߾���ϸ�����Ч���ؼӹ�����Ӧ����ϵͳ�о�[ J] .������Һѹ, 2006(7):80 -82.
��8�������, ������.����TL081�ĵ���ź��ʵ���·���о�[ J] .����չ, 2005, 15(4):69 -71.
��9��½Ԫ��.����DSP�����ݲɼ��봦��ϵͳ�������ʵ��[ D] .�Ͼ�:�Ͼ����պ����ѧ, 2004.
��10����С��, �����, ��ͬ��, ��.�������������о�[ J] .ú���е, 2008, 29(12):64 -66.
��11���, ���Ʒ�.������Ӧ���ڻ���Ħ���������ۼ�ʵ���о�[ J] .�繤����, 2004(3):29 -34.
��12��OsmanTA, NadaGS, SafarZS.Differentmagneticmodelsinthedesignofhydrodynamicjournalbearingslubricatedwithnon-Newtonianferrofluid[ J] .TribologyLetters,
2003, 14(3):211-223.
��13��Osman TA, Nada G S, Safar ZS.Effecto fusing current carrying-wiremodelsinthedesignofhydrodynamicjournalbearingslubricatedwithferrofluid[J] .TribologyLetters,
2001, 11(1):61 -70.
��14��������.������������г����������������[ J] .�����ܷ�, 1996(5):12 -15.
��15��DasNC.Astudyofoptimumload-bearingcapacityforsliderbearingslubricatedwithcouplestressfluidsinmagneticfield[J] .TribologyInternational, 1998, 31 (7):393 -400.
��16������, ����, ¥����, ��.������������е����ƺ������о�[ J] .��е��ѧ�뼼��, 2004, 23(4):461 -463.
��17������Ȩ, ����, ����.������д����屡Ĥ�������Ե��о�[ J] .�����ܷ�, 2007, 32(1):126 -131.
��18���س���.���ȴų��������������ᾱ���[ J] .���ն���ѧ��, 2000, 15(2):174 - 178.
��19��Shah Rajesh C, BhatM V.Ferrofluidsqueezefilm inalongjournalbearing[ J] .TribologyInternational, 2004,37:441 -446.
��20��Sinha P, ChandraP, KumarD.Ferrofluidlubricationofcylindricalrollerswith cavitation[ J] .Acta Mechanica,1993, 98(1/2/3/4):27 -38.
��21��NadaGS, OsmanTA.Staticperformanceoffinitehydrodynamicjournalbearingslubricated bymagneticfluidswith couple stresses[ J] .TribolLett, 2007, 27(3):261 -268.
��22��Kuzhir P.Free boundary of lubricant film in ferro fluid journalbe arings[ J] .Tribology International, 2008, 41(4):256 -268.
��23��Shah Rajesh C, Bhat M V.Squeeze film based on magnetic fluid in curved porous rotating circular plates[ J] .Journal of Magnetism and Magnetic Materials, 2000, 208:115 -
��24������÷, ����ѧ, ������, ��.������Ĥ��������۵Ļع���չ��[ J] .�����ܷ�, 2006(2):177 -180.
��25���ž���.��Ĥ��ж�ѹ��ϵͳ����ƺ�Ӧ��[ J] .̫ԭ���ͻ�еѧԺѧ��, 2000(����1):46 -51.
��26��������, ���Ʒ�.������еĴ������ܷ⼰������[ J] .���, 2006(11):22 -25.
��27��������, �����, �����.����������[ J] .�¼���










 ��������
��������





{kind=link}