技术与应用
发布日期:2014-04-21 10:10 浏览次数:次
摘要:介绍了AE信号在小型钢制压力容器检测中的应用,建立了钢制压力容器声发射计算机检测系统,并试验分析了两种不同状态下钢制容器的AE信号时域波形.
关键词:钢制压力容器;声发射;检测系统
声发射检测是一种极具吸引力的、新兴的无损检测方法.结构件的塑性变形、裂纹的产生与扩展、断裂,金属的马氏体相变等,都伴随有声发射(A-coustic Emission,简称AE)现象.其基本特征:1.声发射信号起源于材料内部,是局部发生的非稳定状态导致的瞬态变化;2.声发射信号具有较宽的频率范围.自从美国研制成功实用的声发射监测系统,并用于纤维增强塑料(FRP)制造的固体燃料火箭发动机壳体的水压试验以来,日本已制订了压力容器的声发射检测规范.在我国,许多研究者在压力容器声发射检测方面也取得了很多成果.
采用多通道声发射计算机检测系统,能使结构在加载时显示动态缺陷,从而可以确定缺陷位置,并对结构安全程度作出评价.与传统的无损检测方法相比,它有下述明显的特点:1.传统的无损检测方法主要是按缺陷尺寸的大小来衡量其危害程度.声发射检测则只显示和记录缺陷的扩展变化,而扩展变化的缺陷是最危险的.采用声发射方法评价缺陷,不但可以避免对缺陷尺寸虽大,但不属于扩展性的缺陷进行不必要的返修处理,而且能够提高结构运行的可靠性.采用声发射检测可以一次性地对结构进行整体无损检测,能预测结构缺陷;2.节省时间,能在结构正常运行(不停产)的情况下检测;3.仪器费用较高.
1 系统组成
图1所示为四通道接触式钢制压力容器声发射计算机检测系统组成方框图.
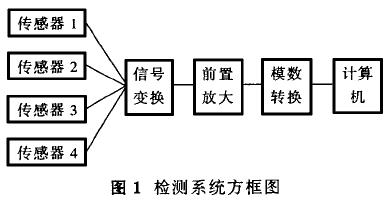
其中,压力容器为5712工厂生产的YSP—15型储气钢瓶,主要参数:气密试验压力2.1 MPa,耐压试验压力3.2 MPa,钢瓶重量16.5±0.3 kg,最大充装量≤15 kg,钢瓶容器容量≥35.5 L,钢瓶设计壁厚2.52 mm.四个AE传感器匀称地分布于钢瓶中间焊缝周围.
2 实验结果分析
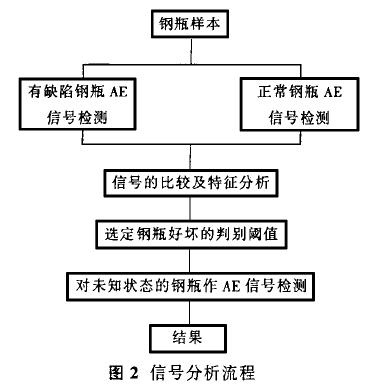
通过正常钢瓶和已有焊缝缺陷的钢瓶的检测信号,进行时域和频率分析,提取信号的特征并制定合适的判别标准.步骤如图2所示.
两种不同状态下的声发射信号如图3所示
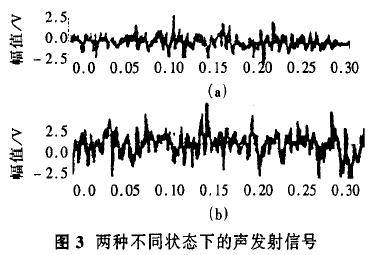
图3所示为声发射传感器在两种不同状态下的声发射信号的时域波形图.其中,图3(a)所示为正常钢瓶的AE信号时域波形图,四通道AE信号有相似性,取其中之一.存在缺陷的钢瓶在加载的情况下,其中有两个通道的AE信号时域波形与图3(a)近似,现选其中与图3(a)的波形明显相异的一个通道AE信号时域波形图,如图3(b)所示.钢瓶有否正在扩展的缺陷,能否继续使用,能从AE信号的时域或频域特征中体现出来,尽管评价的方案很多,但可凭大量实验的结果设定可靠的阈值,利用人工阈值对未知状态钢瓶进行快速判断.
3 结论
《在用压力容器检验规程》和《压力容器安全技术监察规程》规定,运行中的压力容器必须进行定期检验以保证其安全性.然而,在生产实际中有些压力容器不适宜于停产检测,以免造成不必要的经济损失,因此,研究和开发运行中的压力容器安全检测技术是十分必要的.利用多通道声发射传感器,可对压力容器的状态和缺陷所处位置作出判断,并可实现快速检测,抗干忧性强.由于声发射检测具有其独特的许多优点,受到越来越多研究者的关注.


 鹏翔新闻
鹏翔新闻





{kind=link}