技术与应用
发布日期:2012-05-15 17:04 浏览次数:次
作者:杨大勇 王信义 徐春广
摘 要 目的 解决自动化加工过程中刀具破损监控实用性差和可靠性低的问题.方法依据刀具破损的声发射信号特征,使用硬件电路实现双阈值判别法,并采用特殊的抗干扰措施和对正常加工过程无任何影响的安装方案.结果 研制了相应的实时监控系统,论述了其工作原理及结构.结论 经实验证明,该系统具有较高的实用性和抗干扰性.
关键词 声发射;监控;传感器
近年来,由于工业自动化的飞速发展,对工业生产过程的实时在线监测要求越来越高.同时,对FMS,CIMS等重大昂贵设备的故障在线监测和生产质量的实时监测及控制的要求更加迫切.目前,对刀具切削状态进行监测的众多方法中,声发射(AE)方法能连续监视刀具损伤的全过程,它避开了生产过程中振动和音频噪声污染严重的低频区,而且几乎不受材料的限制.但是,目前国内外大多使用接触型声发射传感器[1,2],不仅使用不方便,且容易受到工况环境的干扰;国内外学者使用了模糊模式识别及人工神经网络等先进的技术和算法,提高了检出率,但降低了实时性,并使系统复杂、可靠性下降.
作者研究了一种适合自动化加工过程在线监测刀具破损的智能化声发射传感监控系统,它把传感器、前置放大器、信号处理系统、控制系统集成为一体,且体积小、结构紧凑,可直接安装在机床主轴旁边,操作简便、安装方便、灵敏度高且抗干扰能力强.
1 监控系统的原理及结构
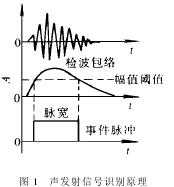
金属或非金属材料在断裂或裂纹扩展时会出现单个或多个突发的声发射信号,这些声发射信号频率大于100 kHz,比正常切削的AE信号大4~5倍,持续时间为0.2~1.0 ms,因此只要能鉴别声发射信号的频率、幅值和持续时间,便可识别刀具破损信号.由于刀具破损声发射信号频率高,所以只有采用高速信号采集器才能提取到原始声发射信号,若对其包络信号进行采集处理则可降低对后续识别处理电路的要求.信号识别原理如图1所示.通过对检波信号进行幅值鉴别来识别AE信号的大小,然后再通过鉴别脉宽识别AE信号持续时间的长短,即采用幅值和脉宽的双阈值判别法就可识别刀具破损的声发射信号.采用双阈值判断,是由于仅用幅值阈值判断,常常会有一些非刀具破损的干扰脉冲信号造成误报警,实验表明刀具破损AE信号持续时间比干扰脉冲长,因此只有超过幅值阈值且持续时间为0.2 ms以上的AE信号才判断为刀具破损.
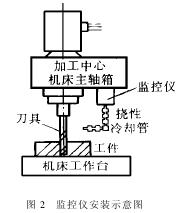
监控仪没有采用传统的接触式AE传感器,而是使用作者研制的流体传递信号的新型AE传感器(集成在监控仪内),监控仪安装示意图见图2.使用时把它安装在机床原有的润滑冷却液管道安装处,刀具破损时,AE信号通过润滑冷却液,以与润滑冷却液流动方向相反
的方向传递到监控仪.对于AE信号来说,这些液体是良好的媒质.传播频率范围大,从几Hz到几十MHz,并且由于液体中只能传播纵波,所以信号传播过程中的干涉损失小,信号失真小,在一定的边界条件下,还可以保证随传播距离变化信号的衰减较小[3,4].这为利用流体作为声发射信号的传播媒体提供了保障.由于这种安装方式信号传递路程短,传递路径中无其它接触面,因而灵敏度高、抗干扰能力强.由于监控仪内采取了特殊的消除振动和噪音的自适应滤波器,所以尽管仪器安装在振动噪声影响很大的机床主轴附近也不会造成误报警.监控系统框图如图3所示.
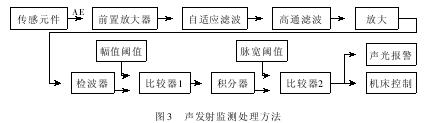
从主轴传来的振动、噪声等干扰信号主要是通过传感器壳体传入的,本系统采用的特殊自适应滤波器,可以把来自壳体的各种干扰信号滤去,而保留从流体介质传来的刀具破损AE信号.经自适应滤波后的信号进入高通滤波器(截止频率100 kHz),经过高通滤波后的AE信号有一定的衰减,经再次放大后进入检波器,检波后的AE信号进入比较器进行波形鉴别.首先对AE信号的包络进行幅值比较,当其达到预先设定的幅值阈值时,比较器1触发翻转,开始输出信号,接着进入脉宽比较,即信号进入积分器开始进行积分,积分器依下面的计算式工作:

式中 Uo(t)为积分器的输出;K为由电路参数确定的常数;Ui(t)为积分器的输入,即比较器1的输出;Uo(0)为开始积分时刻积分器的输出,由电路参数调整为0.
比较器1的翻转信号积累一定的时间,积分器的输出高于预先设定的脉宽阈值时,比较器2触发翻转(当积分器输出低于脉宽阈值时,认为是冲击干扰).由比较器2输出信号触发报警电路,给出机床停机信号.这样的监测处理方法完全由硬件电路实时实现,是一种较好的监测刀具破损的实用方法.
3 刀具破损监控系统的结构
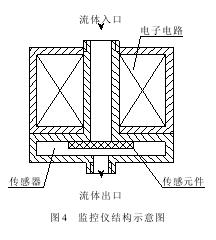
监控仪结构如图4所示,它是由传感腔和电子电路腔组成.传感腔由传感元件接收信号.电子电路腔包括电源模块、前置处理模块、后置处理模块、控制模块4部分.它们除实现上述的声发射监测处理外,报警后还可以给出机床的控制信号使机床停机.同时以声光报警提示用户,并给出继电器报警输出接口供用户选用.传感腔、电子电路腔及电子电路腔内各电路板都采用模块化设计,它们之间采取接插式连接,便于维护更换.由于工业电磁的噪声使监控仪工作环境比较恶劣,对监控仪进行了抗干扰设计.同时依据电磁兼容设计原理采取了一点接地、壳体屏蔽结构.经电钻、机床的启停等电磁和电源干扰实验,证明采取的一系列措施是有效的.
4 实 验
在CA6140普通车床上进行了钻头破损实验,直
接使用机床上的冷却润滑液系统,监控仪串接在冷却润滑液挠性管的根部,冷却润滑液为20#机油.以不同直径(0.5~2.1 mm)的高速钢麻花钻头和不同的切削参数(切削速度:400~1 400 r/min,进给量:0.028~0.036 mm/r)钻削45#钢和硬铝,实验进行了56次,成功率为
98%.
在RE3020加工中心上进行了高速钢麻花钻头破损实验,工作材料为45#钢,冷却润滑液为20#机油.实验结果见表1.
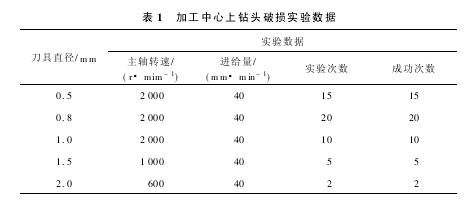
在实验过程中,人为敲击传感器壳体和加工中心主轴,以及加工中心启停、变速等都没有引起误报,证明了该仪器具有较强的抗干扰能力.
本智能监控仪主要应用于刀具破损的在线实时自动监控,也可应用于其它的金属和非金属动态裂纹监测.


 鹏翔新闻
鹏翔新闻





{kind=link}