滚动轴承是风力发电机组传动系统的重要组成部分。由于风电机组长期在恶劣的气候条件和交变载荷工况下全天候运行,导致轴承故障高发。滚动轴承的常见损坏类型主要包括:疲劳剥落、磨损、裂纹、断裂、压痕、镑蚀和胶合等。滚动轴承故障类型多且多源故障并发,因此诊断难度较大。
振动分析是旋转机械故障检测的常用方法。在故障早期,因故障激发的振动信号微弱,人们难以从信号的时频域参数中获得判断故障的有效信息。声发射(acoustic emission, A E )是指物体受到形变时内部出现不稳定的应力分布,当应变能积累到一定程度时,能量以瞬时弹性波的形式向外释放的现象。由于部件的摩擦、撞击、变形和裂纹都会产生大量的声发射信号,因此声发射技术是一种有效的滚动轴承故障检测方法。本文以风电传动系统模拟试验台中的滚动轴承为研究对象,分别通过振动分析系统和声发射检测系统对轴承裂纹故障进行检测,分析和比较了不同轴承裂纹程度时的振动与声发射信号的故障特征。
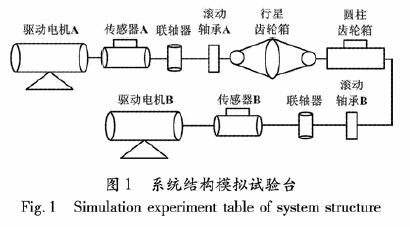
风电传动系统结构模拟试验台如图1 所示。驱动电机模拟风轮转矩输入,经过二级齿轮传动后连接负载电机。为模拟风轮转速的时变特性,采用变频器对电机转速进行控制。该试验台可模拟滚动轴承、齿轮箱常见故障时轴承、主轴和齿轮箱的振动状况。本文对滚动轴承的裂纹故障进行研究,在两个滚动轴承的内径中分别加工宽度为0. 5 mm和0. 8 m m的裂纹。在轴承座两侧安装声发射传感器和加速度振动传感器,分别采集轴承裂纹故障的声发射和振动信号。加速度传感器的灵敏度为100mV/ g,声发射传感器采用PAC - UT1000低频宽带传感器。
2 滚动轴承故障的制备
采用电火花加工技术,在内圈加工宽度为0.8 mm的裂纹来模拟滚动轴承故障。随后在轴承两侧的测试点分别安装声发射和振动传感器。
本试验主要研究滚动轴承的内圈故障。内圈故障特征频率的计算公式如下:
式中:fn为主轴转频;z 为滚动轴承滚珠个数W 为滚珠直径,m m 为轴承节径,mm;a 为轴承接触角,(°)。
所选用的滚动轴承参数参考UC2 1 0 滚动轴承的出厂参数,轴承节径为70 mm,滚珠直径为12.7 mm,接触角为0°,滚珠个数为10个。当滚动轴承宽度为10 r/min和1 000 r/m in时,根据式(1 )计算得到内圈故障特征频率分别为0.984 5 Hz、98.45 Hz。
3 振动和声发射信号采集系统参数设置
3 . 1 振动信号采集系统参数设置
设转子转频为fn,轴承滚子个数为n,则每转一周冲击信号频率为nfn。本文设最大分析频率为冲击信号频率的3 2 倍频,则根据采样频率定理,采样频率f8应满足:
式中n为滚珠个数,本文n为10。
3 . 2 声发射信号采集系统参数设置
声发射采集系统的参数设置对捕捉与分析声发射信号具有重要作用。针对本文试验系统,声发射参数设置如下。
① 门槛:由于采集的是连续声发射信号,背景噪声会在采集的每个时刻不断变化波动,所以将门槛设置成浮动门槛,使得门槛随着背景噪声的波动而波动。门槛设为45 dB,浮动门宽设为15 dB。
② 前置放大器增益:前置放大器增益设为40 dB。
③ 模拟滤波器:模拟滤波器下限设为系统默认值1 kHz,上限设为400 kHz。
④ 波形设置:由于分析的是波形流,只需设定采样频率,本文设为500 ks/ s。
⑤ 预触发时间:预触发时间随采样率的变化而变化。由于采样率设为500 ks/ s ,预触发时间则随系统变化为2.048 ms。
⑥ 记录长度:记录长度反映了波形流的长度,即波形流的采样时间,这需要根据试验条件而定。传感器固定在轴承座上,内圈裂纹随着内圈的转动而转动,依次和滚动体发生撞击产生应力波。若采样时间过短,传感器采集到的就可能是裂纹与滚动体撞击过程中的局部信息,不能很好地反映裂纹与所有滚动体均发生冲击时的完整过程。因此,至少需要采集滚动轴承旋转的一个周期。
本文将试验条件下的驱动轴转速设为100 r/min和1 000 r/ min。为了获取转动一周的波形流,根据软件的实际设置条件,时间分别记录为600. 64 m s和60 ms。波形流点数分别记录为2 750 4 6 4 和50 176。
波形流时间长度分别记录为5 500 m s和100 ms。
⑦触发方式:选择基于撞击的触发,信号可根据阈值的设定自行触发采集。
4 试验数据分析
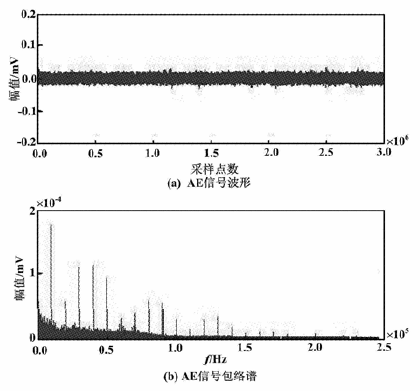
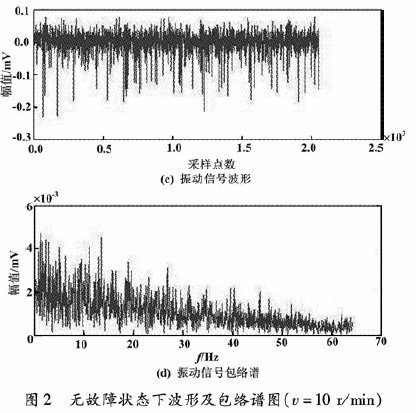
①无故障状态。
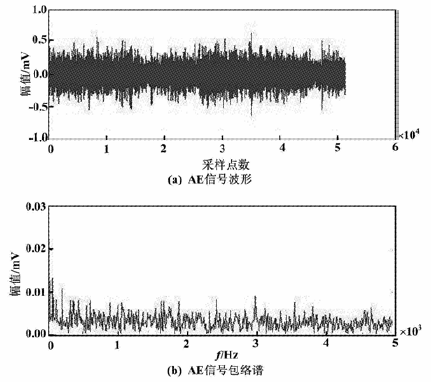
图2 为无故障状态下波形及包络谱图(U=10 r/min) 。
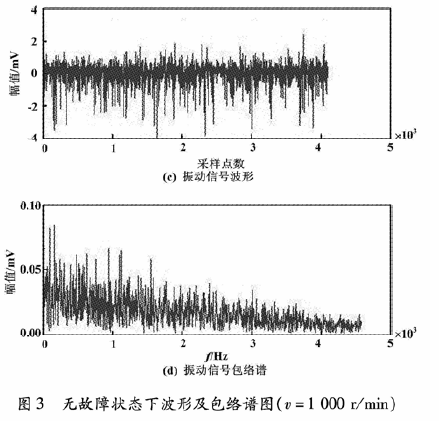
图2 ( a ) 声发射波形信号平稳,无明显杂波。图2 ( b )包络谱的显著频率幅值约为0.000 2,远小于滚动轴承的转动频率幅值。图2 ( c)振动波形波动不明显。图2 ( d)包络谱图未呈现明显幅值。图3 是无故障状态下波形及包络谱图(u=1 000 r/ min)。传动系统由主轴、滚动轴承、齿轮箱和联轴器等多个机械部件组成。当传动系统运行在无故障状态下时,由机械内部结构引发的振动波形和频谱幅值小,波动不明显。包络谱图中也未呈现显著频率幅值。
② 0. 5 mm宽裂纹故障状态。
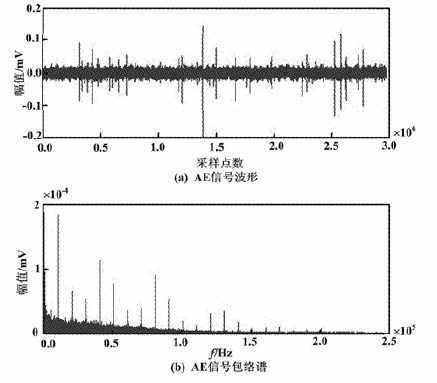
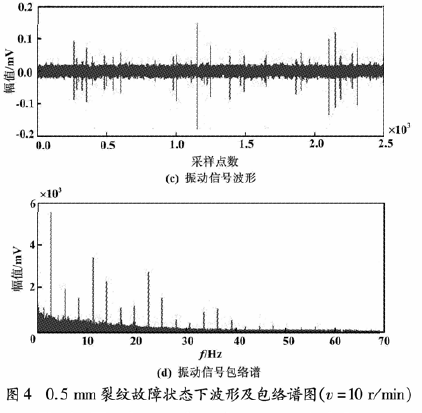
本试验将滚动轴承B 处的正常轴承换成带有0.5 mm宽裂纹故障轴承,分析在两种转速下的声发射和振动波形及包络谱图。图4 为0. 5 mm裂纹故障状态下波形及包络谱图u = 10 r/min) 。由图4 ( a )、图4 ( b )所示的AE信号可知,波形出现明显冲击。这是由于裂纹和滚动体撞击引发高能量应力波,能够初步辨识有故障产生。随着主轴不断旋转,波形冲击对裂纹和滚动体撞击具有一定周期性,信号在实际传输过程中的多径效应使得图4( a)的波峰参差不齐,其间隔也杂乱无规律。包络谱的显著频率幅值约为0.0002,与无故障时的频率幅值接近。这是因为在低转速下,机械固有的噪声使得轴承因故障而产生的噪声被淹没,无法提取轴承的故障特征频率。
由试验可知,当转速为10 r / m i n 时,0 . 5 m m 宽裂纹的轻微故障可以被声发射波形敏感检出,振动信号对于低转速下的轻微故障几乎没有反应。
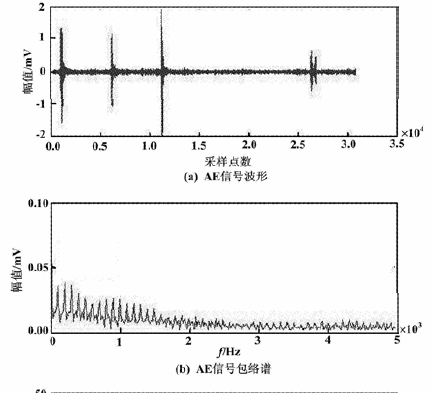
将主轴转速升至1000 r / m in 后,测取信号。图5为0 .5 m m 裂纹故障状态下波形及包络谱图(u =1 000 r / m in ) 。与图4 ( a)信号相比,图5 ( a)时域波形明显出现大幅度的冲击现象。这是因为随着转速的提升,滚动体与内外圈之间摩擦力度加大,所释放的应力能量增加。与图3 ( a)相比,时域波形呈现明显的周期性冲击,包络谱图5 ( b ) 中,幅值最大的频率为97.66 Hz,与理论故障特征频率相近。
图5 ( c )、图5 ( d )所示的振动信号与图3 ( c )、图3 ( d) 存在一定的差异性,波形幅值明显提高且出现连续性的冲击。但振动信号的包络谱图未表现出明显周期性或故障特征频率。
由试验可知,在高转速轻微故障情况下,振动信号和AE信号都有所反应。A E信号可明显判断故障类型,振动信号的波形有很大的改变,但未能准确显故障特征频率。
③ 0. 8 mm宽裂纹故障状态。
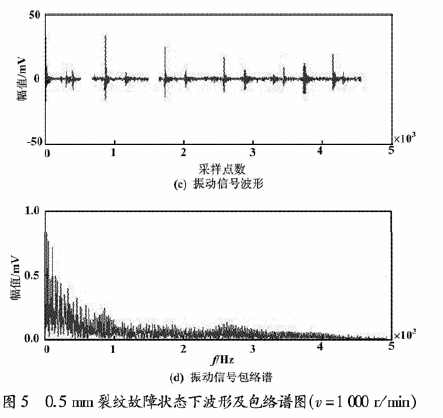
本试验将滚动轴承B 处的0. 5 mm故障轴承换成带有0. 8 mm宽裂纹故障轴承,测取A E和振动信号。图6 ( a)、图6 ( b )是0. 8 mm裂纹故障在10 r/min转速下的AE波形及包络谱,与同转速下0.5 mm裂纹故障相比,差异较小,未能看出明显变化特征。
图6 ( c)、图6 ( d)为振动波形和包络谱,与同转速下0.5 mm裂纹故障相比,波形变化不明显,包络谱未呈现明显周期性和显著频率。
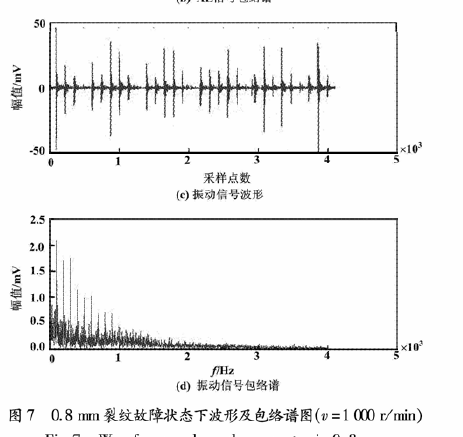
调节转速至1 000 r/min,图7 为0. 8 mm裂纹故障状态下波形及包络谱图。将图7 (a)与无故障状态的图3 ( a)相比可以看出,A E波形波动较大,冲击明显。与0. 5 mm故障状态的图5 ( a )相比,波形幅值增至原来的2 〜3 倍,周期性更加明显。由数据包络谱可见,在0.8 m m 故障状态下,实际故障特征频率为97.75 Hz,与内圈理论故障特征频率相近,可准确判断故障的部位。
将此时的振动波形和包络谱图7 ( c )、图7 ( d )与图5 ( c)、图5 ( d)相比,波形幅值有所增加。由包络谱图同样可看出,故障特征频率与内圈理论故障特征频率相近。
由以上试验得出,在裂纹故障加深时,低转速下,振动和声发射信号都未呈现明显的差异;但在高转速的情况下,采用声发射和振动技术都能准确地检测出故障类型,并能敏感地检测故障程度。
5 结束语
本文选取了两种转速,分别检测有无故障时振动、声发射波形及包络谱图,结果如下。
在10 r/m in低转速下,有无故障的振动波形差异较小,无法通过振动信号判断轴承故障及故障类型。而对比有无故障的A E波形流发现,带裂纹轴承在运行时的冲击会产生大量声发射尖峰信号,且尖峰能量的大小和尖峰的密集程度在不同裂纹宽度时也有差异。幅值增大并产生明显波动。
在1 000 r/m in高转速、0. 5 mm裂纹故障情况下,AE信号可明显判断故障类型;振动信号的波形有很大的改变,但未能准确显示出故障特征频率。
声发射信号与调制信号无关,包络谱分析时不受边频带的影响,因此对声发射信号作包络分析可以有效地分析信号的故障特征频率。
声发射有利于故障早期及低转速下的检测。声发射和振动相结合的方法,可以更全面地监测设备的运行状态,可作为振动故障检测技术的补充。
作者:朱静 邓艾东 钱丹阳 翟一萌 龙磊
(1.东南大学能源与环境学院,江苏南京210000;2 . 中国能源建设集团安徽电力设计院有限公司,安徽合肥230601)



 鹏翔新闻
鹏翔新闻





{kind=link}