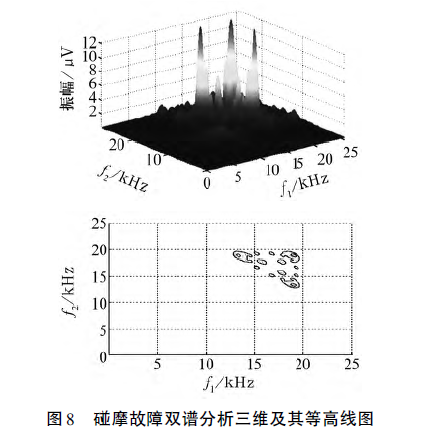
˫����������Ƶ�ʵ���λ��Ϣ��������г��ֲ�ͬ����ʱ������˫��������õķ�ֵƵ�ʳ����ڹ̶���λ�ã���ת�ٷ����仯ʱ�����Ϸ�ֵƵ�ʳ���λ�ò��䣬����ֵ����֮�ı䡣����ÿ�ֹ���״̬�ķ�ֵƵ�ʷֲ�����ֵ��С�������жϳ�������еĹ������ͣ�ʵ�ֶԻ�����еĹ�����ϡ�
1) �����䲨�����źŲɼ������ɻ����������ϵĶ������������źţ����źŰ����������������Ϣ������ʱ�ȿ��Բ鿴�����ڵIJ��������ݣ�ͬʱҲ���ԶԾֲ����ν��зŴ�����о���ʹ�����似������й��ϵ���ϸ���ȷ��
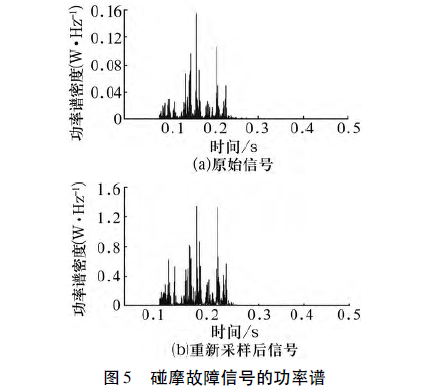
2) ����ת�ٵ����ӣ�����״̬��������״̬�µķ�ֵ�����������ơ���ת��ת���ﵽһ����ת�ٻ����������ʱ����ͼ�в������ԵIJ��壬���εķ�ֵҲ��������
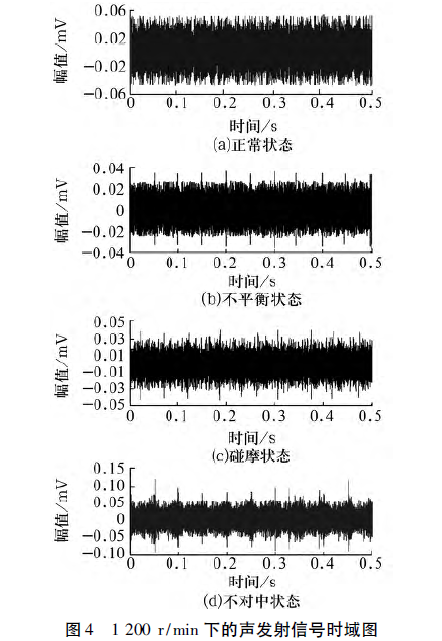
3) ��д�������״̬ʱ�����������䲨�����ź��������ġ�ƽ�ȵ��źš���������г��ֹ���ʱ��ͬһת���»���ַ�ֵ��ѹ�������ߵ���������Ը��ݷ�ֵ��ѹ����ֵ�ж��Ƿ������ϡ�
4) ����˫���������Ի�����в�ͬ״̬�����䲨�����źŽ��з�������ͬ״̬�µ���άͼ����ȸ���ͼ�����ֳ����Բ�ͬ���������ݴ˿���Ч�жϹ������͡�
�����:
��1�� ��һ�������������Լ̺죬�ȣ� ���������似���Ĺ�����й��ϼ���J�ݣ� ��У�2010( 4) : 50 �� 53��
��2�� Hase A��Mishina H��Wada M�� Fundamental Study on Early Detection of Seizure in Journal Bearing by UsingAcoustic Emission Technology��J�ݣ� Wear��2015��346:132 �� 139��
��3�� ������ ������������Ļ�����й�����Ϸ����о���D�ݣ� ��ɳ: ��ɳ������ѧ��2008��
��4�� ��ٻ����¼ƽ���������ȣ� ����LabVIEW �Ļ�����й�����������ϵͳ�о���J�ݣ� �DZ������봫������2008( 11) : 39 �� 41��
��5�� ��ӱ�������£���ռ���� ����������������ײ�������Ĺ�����й�����ϣ�J�ݣ� ��У�2011( 6) : 38 ��41��
��6�� ���ۣ����٣� С����ֵȥ�뼰����LabVIEW ��ʵ�֣�J�ݣ� �Զ������DZ���2005( 1) : 18 �� 20��
��7�� ��ѩϼ��������̷ҵ���� �߽�������������й����ź�������ȡ�е�Ӧ�ã�J�ݣ� ������Һѹ��2008��36( 7) : 155 �� 157�� 160��
��ӱ1��������1������1����ʢ�r2�����Ʒ�1
( 1�� ����ʯ�ʹ�ѧ������������163318; 2�� �й�ʯ�ʹ���������˾������������163000)







 ��������
��������





{kind=link}