随着石油石化工业的飞速发展, 大型能源储备库不断增加, 其中钢制立式储罐以其存储量大、设计寿命长等特点而得到广泛使用。储罐运行过程中的各种失效问题不但会严重影响储罐本身的使用寿命, 同时还直接影响到生产的“安、稳、常、满、优” 运行。如果发生泄漏、火灾或爆炸等事故, 还会造成严重的环境污染和生态破坏, 给国家和人民带来巨大的经济损失。因此, 搞清楚钢制立式储罐的主要失效模式, 并根据其机理采用有效的检测技术, 及时发现隐患, 避免相应事故的发生, 就变得尤为重要。
钢制立式储罐常见的失效模式有: 罐体腐蚀造成的泄漏, 设计隐患或操作不当造成的罐体瘪凹和上举, 材料温度等原因造成的脆裂等[1]。随着无损检测技术的发展, 诸多先进技术在储罐检测上得到了应用。近年来, 推广较大的有储罐底板漏磁检测技术、储罐在线声发射检测罐底板腐蚀技术和高频导波检测罐底板腐蚀技术等。在储罐的检验检测中, 结合常规检测技术, 合理应用各种专门的检测技术, 才能有效发现储罐存在的各种失效隐患, 确保钢制立式常压储罐的安全运行。
1 石油储罐常见失效模式
1.1 腐蚀问题
钢制立式储罐的腐蚀, 从设备部位上分有罐底板腐蚀、罐壁腐蚀、罐顶腐蚀, 从腐蚀机理上分有化学腐蚀、电化学腐蚀和细菌腐蚀。化学腐蚀没有电流产生, 为一般性均匀腐蚀, 腐蚀程度通常较轻。电化学腐蚀和细菌腐蚀为储罐最主要的腐蚀形式, 主要体现为局部腐蚀[2]。
1.1.1 罐底板腐蚀
腐蚀问题较集中的部位是罐底板, 分为罐底板内侧腐蚀和外侧腐蚀两种。储罐底板内侧腐蚀主要是由于油品中所含的少量水分在油品储存过程中沉降于罐底, 如果罐基础变形, 就会使沉积于罐底的水不能通过积液槽及时有效排出。这些水中含有的盐、酸、硫化物、溶解氧、氢离子等在罐底板防腐层的某些破损处, 与罐底板发生电化学反应, 使罐底板产生斑点、蚀坑, 甚至穿孔[2]。此外, 储罐中的温度场的变化也是造成储罐底板内侧局部腐蚀的诱因之一。实验研究表明, 金属临界点蚀温度越高, 其在该温度以下发生点蚀的可能性越小[3]。低温时金属的点蚀电位较高, 其对应的临界温度点较高, 储罐加热盘管下的温场温度较其他部位要高,其发生点蚀的几率也就大些。图1、图2 为储罐底板常见的内侧单发和多发性点状坑蚀。
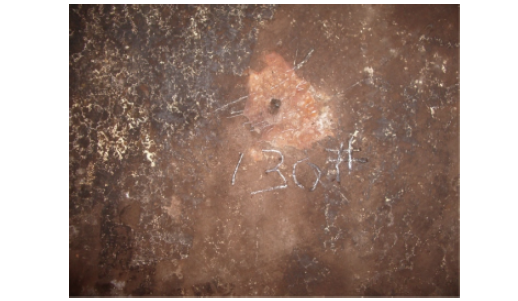
图1 储罐底板正面单个点状坑蚀
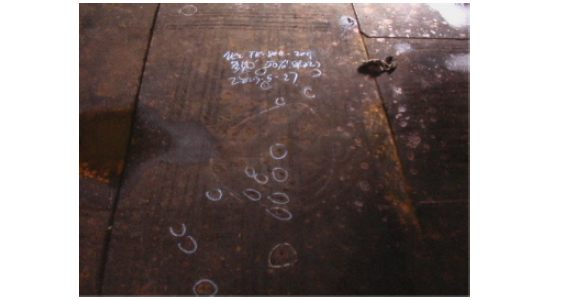
图2 储罐底板大面积点状坑蚀
储罐底板外侧腐蚀的原因主要是储罐底板与基础间存在缝隙, 结果雨水、地下水、潮湿大气进入缝隙, 造成罐底板外侧发生大阴极、小阳极式氧浓差电池腐蚀。此外, 硫酸盐还原菌引起的针状或丝状的细菌腐蚀和杂散电流的腐蚀也是罐底板外侧产生腐蚀的主要原因[4]。图3、图4 为典型的储罐底板外侧腐蚀穿孔泄漏的形式。罐底板内侧由于防腐层覆盖, 宏观上往往不易发现; 而外侧往往腐蚀较为严重, 甚至已经穿孔, 只剩一层防腐层。

图3 罐底板内侧点状泄漏点

图4 对应外侧泄漏点腐蚀状况
1.1.2 罐壁板及顶板腐蚀
储罐壁板的腐蚀分为液相和气相两个不同部位。液相部位罐壁的腐蚀一般较轻, 为均匀腐蚀。气相部位罐壁, 特别是气液交界面处罐壁的腐蚀较为严重, 主要是由于油品内和油面上部气体空间含氧量不同, 形成了氧浓差电池[5]。罐顶内壁的腐蚀机理是液相介质中HS、SO2等组分及水白天被蒸发为气相, 在夜晚温度下降后会在罐顶形成凝露,并周而复始不断浓缩, 使得罐顶形成了严重的点状腐蚀, 甚至穿孔[4]。
1.2 其他失效形式
1.2.1 裂纹问题
钢制立式储罐裂纹多存在于罐底与罐壁板相接的角焊缝、罐壁对接纵环焊缝等部位。由于罐底板与壁板连接处是不连续结构, 因此在储液静液压的作用下受力最为复杂。通过罐底边缘板的应力实测表明: 靠近角焊缝处的径向应力值最高,20000m³和50000m³罐试验测定的应力值都超过钢材的屈服强度,100000m³的罐略低于钢材屈服强度[6]。虽然在设计角度上允许局部高应力的存在, 但该处是储罐薄弱环节, 易产生裂纹缺陷, 应在储罐检验时进行检查。
在SHS01012—2004 《常压立式圆筒形钢制焊接储罐维护检修规程》中, 有对5000m³以上罐底层壁板纵缝进行UT 检查的要求。根据储罐罐壁的受力情况可知, 理论上薄壁圆筒内压设备的纵缝受力是相应的环焊缝受力的2倍, 因此理论上纵缝产生裂纹的可能性要大于环焊缝。但在常压储罐实际检测中发现, 储罐环焊缝上裂纹等焊接缺陷有时多于纵缝, 究其原因主要是由制造缺陷未熔合、未焊透等发展而来。在制造过程中, 纵焊缝的焊接属于立焊, 而环焊缝是横焊。由于焊工技术水平所限,在横焊时电流和运条速度不易掌握, 因而容易造成未熔合、未焊透等缺陷; 立焊时在重力作用下铁水向下流, 不易出现未熔合、未焊透等缺陷。因此检验时抽取检查的焊缝应为环纵都包括的T 形焊缝。
1.2.2 罐体变形问题
储罐罐体变形主要是设计留下的隐患和进出料操作不当造成的。罐体变形的主要表现形式有罐体瘪凹和上举。储罐被吸瘪是由于罐内真空度过大所引起, 这类事故只发生在发油过程中(包括装水试压后经进出管道向外放水时)。储罐的上举是罐的内压超过设计压力, 由于超过向下的反作用力而发生上举破坏, 通常称为超压爆裂破坏。储罐的反作用力包括罐壁、罐顶、各罐内附件和铆钉螺栓的质量, 而罐内液体质量不在反作用力之内, 因此储罐发生上举的力并不随罐体尺寸的增加而上升, 也不取决于罐内液体的多少, 只要有很小的静压头就可以产生非常巨大的上举力。
储罐抽瘪的原因有以下4 点: (1)呼吸阀、阻火器堵塞, 导致储罐被抽瘪; (2)储罐改造、工艺条件发生变化后未及时对呼吸阀进行校核、更换, 导致储罐抽瘪; (3)违章操作; (4)罐壁腐蚀减薄, 承载能力下降, 导致储罐抽瘪。储罐上举的主要原因有2点:(1)操作不当, 如装料过满、过快,使储罐内静压头超过了储罐所能承受的压力, 导致储罐上举;(2) 呼吸阀或通气孔不通畅,进料后导致超压上举[1]。
1.2.3 罐体脆裂问题
储罐罐体的脆裂问题主要发生在长期使用后的储罐上。造成罐体脆裂的主要因素有:环境温度低于最低使用设计温度,造成罐体材料韧性下降;罐体存在超标缺陷;充水试验时温度偏低,使壳体韧性降低和应力集中区域材料屈服,不足以有效降低应力峰值,从而有可能在试压中突发罐体的脆性破裂[1]。
2 储罐检测技术
随着技术的不断进步, 储罐的检测技术分别在在线和离线两个方向进行发展。在线检测技术是指在不开罐的条件下对储罐进行检测的技术, 如在线声发射检测技术、罐底边板高频导波在线检测技术, 以及配有爬行装置的漏磁、超声管壁检测技术等;离线检测技术主要有罐底板漏磁检测技术、针对不锈钢储罐的罐底板低频涡流检测技术等。以下就漏磁检测技术、声发射检测技术及高频导波检测技术在钢制立式储罐上的应用进行简略介绍。
2.1 罐底板漏磁检测技术的应用
漏磁检测技术(简称MFL) 的检测结果具有很好的定量性、客观性和可记录性。漏磁检测技术具有对检测现场清洁程度要求低、操作方便、检测速度快、精度较高、穿透力强等特点。漏磁检测技术的缺点为:仪器较重,且只适用于铁磁性材料,尚不能对焊缝进行有效的检测[7]。该技术在储罐离线开罐检验中广泛应用,可为储罐检修决策提供具体、定量、可操作性的依据。
2.2 在线声发射检测技术的应用
声发射检测方法在常压钢制立式储罐在线检测上的应用, 有别于压力容器上的声发射检测。储罐底板声发射检测的声源较为复杂, 通常有腐蚀产物的破裂、泄漏的流动噪声、薄弱区的变形以及缺陷的活动等信号;检测一般采用中心频率较低(20~60kHz) 的传感器来接收声发射信号; 声源定位方法只有圆平面一种;检测要在储罐具有较高的液位时进行,且需要稳定一段时间后才能进行。声发射对储罐底板腐蚀情况的检测, 定位精度较低, 对声源的复验较困难。因此,声发射在线检测储罐底板的主要作用是判断有无严重腐蚀和泄漏, 它作为储罐底板在线普查性的检测方法, 具有节约检测成本、指导后续检验工作的作用和一定的预测性作用[7]。
2.3 高频导波技术的应用
高频导波技术是一种以点带面的快速母材检测技术,其检测效率高、覆盖面大、现场灵活性好,可以通过一个很小的检测区域对周围一定范围进行100%的面积及深度覆盖性检测,也适用于在线对储罐底边板和壁板的局部壁厚减薄进行检测。图5为ISONIC 超声成像检测仪检测在线储罐底边板示意图, 图6、图7为扫查显示图。此外,高频导波检测还可以作为填补罐底板漏磁检测盲区的有效检测手段。
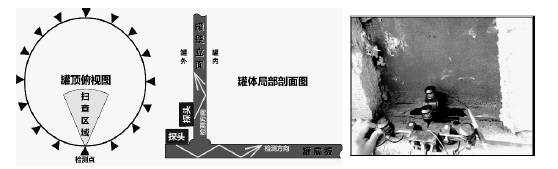
图5 高频导波检测技术在线检测储罐
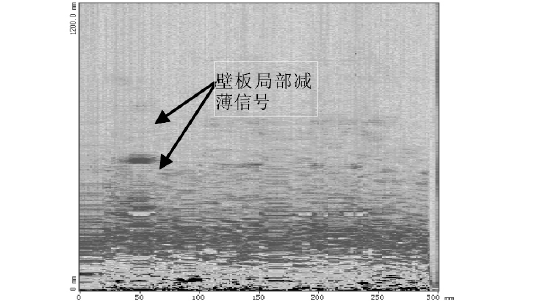
图6 壁板扫描图
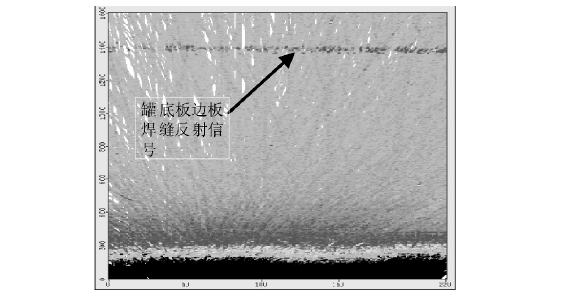
图7 底板扫描图
2.4 其他检测技术及综合应用情况的讨论
磁粉、渗透、煤油渗漏法、真空箱法等常规检测技术也广泛应用于储罐的检验检测工作中。但无论是新型检测技术还是常规无损检测技术, 都有它适宜的检测范围和检测局限性。因此, 科学选用、经济考虑变得至为重要。目前新建储罐一般都设有阴极保护设施, 建成后6 年内不会有明显的腐蚀问题, 可根据储存介质情况进行宏观和超声波测厚检测。对10年以上的储罐应根据使用情况开罐检测,可采用宏观检查、罐底板漏磁检测、高频导波检测等方法对储罐腐蚀状况进行综合评估。对发生过泄漏或盛装过多种介质的20 年以上储罐, 应选用在线声发射检测技术对储罐腐蚀状况进行监测。
3 结束语
储罐检测技术的发展日新月异, 各种检测技术手段不断地推陈出新。如何科学、有效、合理地应用各种检测技术手段, 针对储罐的各种失效模式进行检验检测, 确保钢制立式储罐的安全运行, 避免安全事故的发生, 已成为当前企业关注的重中之重。因此储罐的综合检测应遵循如下原则:
首先, 科学操作、合理维护是根本, 应严格按照规程操作运行, 避免进出料速度过快。
其次, 有针对性地对储罐进行腐蚀防护, 如加设阴极保护设施、刷涂防腐涂料等。
第三, 引进科学管理理念, 并拓展到综合管理的层面, 全面考虑在线和离线检测方案, 综合应用各种检测技术, 有针对性地进行检验检测工作。
参考文献
[1]樊宝德, 朱焕勤. 油库设备使用与维修[M] . 北京: 中国石化出版社, 2005.
[2]刘东利. 炼油厂储油罐的腐蚀与防护[J] . 炼油与化工,2003,14 (2) :34-35.Revie R Winston. 尤里格腐蚀手册[M] . 北京: 化学工业出版社, 2005.
[3]洪明东. 地面钢质原油储罐的腐蚀与防护[J] . 石油化工腐蚀与防护, 2008, 25 (3): 17-20.
[4]赵雪娥, 蒋军成, 王若菌. 含硫油品储罐自燃机理及预防技术研究[J] . 油气储运, 2006, 25 (3): 51-54.
[5]中国石化北京设计院. 石油炼厂设备[M] . 北京: 中国石化出版社, 2001.
[6]徐彦廷, 刘富君, 王亚东, 等. 大型立式储罐综合检测技术[J] . 无损检测, 2007, 29 (8): 482-485.
作者:黄卫东(中石化股份有限公司天津分公司装备研究院)
(收稿日期: 2015-04-23)


 鹏翔新闻
鹏翔新闻





{kind=link}