Ŀǰ��ĥ���ӹ�����ֲڶȵ���Ҫ������ʽ�����߲������ڼӹ������У�����ֲڶȲ��ܽ���ȷ������Ԥ�⣬�����ܵ��·�Ʒ���֡�Ϊ�ˣ��ڶ�Ժ������������Ԥ�ⷽ���о������ĥ���ӹ����̵����ܻ����Զ���ˮƽ������[ 1 ]�����Ŵ��㷨������������Ԥ�����ֲڶȣ������ɰ�ֽ����ٶȡ�ɰ�����ٶȡ����������ٶ�Ϊ������Ԫ���˷���������ֲ���С�����⣬���������ĥ������ֲڶȵ�Ԥ�⾫�ȡ�����[2 ]�ں��Ŵ��㷨��BP( Back Prop��ation) �����磬��������Բ����ĥ������ֲڶȵĽ�����������Ԥ��ģ�͡���ģ����ɰ�����ٶȡ��������ٶȡ���������ٶȺ͵���ĥ�����Ϊ������Ԫ��Ԥ��ĥ������ֲڶȣ�Ԥ����������С��3% ������[3 ]�о��˻��ھ���������۵�ӳ���ϵģ�ͣ������ĥ���������źŵĹ������ܶȶ�ĥ������ֲڶȽ�������������ʵ��֤���������źſ�Ϊĥ������ֲڶ�Ԥ���ṩ�㹻��Ϣ����ʵ�ֱ���ֲڶȵ�����⡣����[4]��������������źŵ�RMSw��ֵ��FIT ��ֵ�ͱ�ƫ����Ϊ���뵥Ԫ��Ԥ����Բĥ������ֲڶȡ�����[5 ]����ĥ���������źź����źţ���������������ĥ���ӹ������ɰ���������������о�������[6] �����˹��������о����������ź�������ɰ�����˹�ϵ��������źŵĹ��ʡ���ȡ�ƫб�Ⱥ��Իع�ϵ����ΪԤ����������������������������źŵ�RMS (Root Mean Square) ֵ��FIT ��ֵ����������ƫб��5 ����Ϊ���뵥Ԫ������������BP��������Ԥ��ĥ������ֲڶȣ���Ӧ�ø��Ӷ�����������Ӧѧϰ���ʷ��Ľ��˴�ͳBP ���硣ͨ��������֤�˸�BP ����Ԥ��ģ�͵Ŀ����ԡ�
1 ĥ������ֲڶ�Ԥ��ģ�ͽṹ
���IJ�������BP ������ģ�ͣ����������˽ṹ��ͼ1 ��ʾ���������5 ����Ԫ���ֱ�Ϊ�������źŵ�RMS ֵ��FIT ��ֵ����������ƫб�ȣ������Ϊ1 ����Ԫ��������ֲڶȷ������������Ԫ�����ɾ��鷨ѡȡ�������Ż�ȷ����
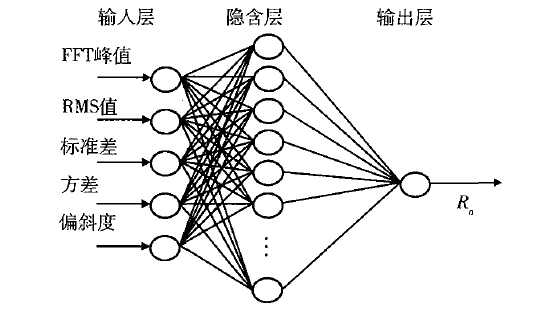
ͼ1 ĥ������ֲڶ�BP ����ģ�ͽṹ
2 BP �������㷨��Ľ�
2.1 BP �������㷨�벻��
BP ѧϰ�㷨��������ѧϰ�㷨����һ�ֵ��͵�������������������������У�ѧϰ�����������ͷ�����ɡ������������У������źŴ�����㾭���㵥Ԫ��㴦��������������㡣ÿһ����Ԫ��״ֻ̬Ӱ����һ����Ԫ��״̬�����������㲻�ܵõ��������������ת�˷�����������źŵ������ԭ��������ͨ·���ء�ͨ���ĸ�����Ԫ��Ȩֵ��ʹ������ź���С��
����ѧϰ�㷨ͨ��һ��ʹĿ�꺯����С������������뵽�����ӳ�䡣ͨ����Ŀ�꺯������Ϊ��������ģʽ������㵥Ԫϣ�������ʵ����������ƽ���͡�
BP �㷨�������²��㣺
1) BP �㷨��ѧϰ����η ����������α ��������ȷ������С��η �����������ٶȹ����������η������������;��С��α ����ƽ�����ã������α �ֻ�ʹ����Զ���ݶ������
2) BP �㷨��LMS (Least Mean Square) �㷨���ƹ㣬�̶�������LMS �㷨�ľֲ���Сֵ���⣬�����ܵ�����ģʽЭ�����������ֵɢ����Ӱ�졣
3) BP �㷨�ij�ֵѡ��ҲӰ���㷨�������ٶȣ���ʱ�����ᵼ���㷨�����ھֲ���Сֵ��
���BP �㷨��Щȱ�ݣ���������˸��ָĽ���������������ṹ��ѵ���㷨�ǸĽ�BP �㷨���������档���Գ��Ե�;����:�ı�Ŀ�꺯��;�ļ����;�ı���������Ͳ���;�Ľ�ѵ�����Եȡ���Щ�Ľ�������Ҫ������ѵ������η ����������α��ѡ���ϡ����ĵ�����Ľ������ǽ�ϸ��Ӷ�����������Ӧѧϰ���ʷ�����BP ������иĽ���
2.2 BP �������㷨�Ľ�
���IJ��ø��Ӷ�����������Ӧѧϰ���ʷ����ϵĸĽ�BP ��������Ϊ��������������ʵ�����ǽ����һ��Ȩֵ�仯��Ӱ�죬ͨ��һ���������������ݣ��ɽ�����������������ֲ�ϸ�ڵ������ԣ���Ч�������������ھֲ���С;����Ӧ����ѧϰ������������ѧϰʱ�䡣
��ĥ���ӹ��������ź�200 - 300 kHz ֮����ź�Ϊ�������Ա�δ�Ľ���BP ������Ľ����BP��������ܡ�����Ϊ20 �飬��1 -16 ����Ϊѵ�������� 17 -20 ����Ϊ�����������������ݸ�����ʽ���й�һ��������

ʽ��:Pi Ϊ��һ�����ֵ;piΪ��һ��ǰ��ֵ;minp,maxp�ֱ�Ϊ������Сֵ�����ֵ��
δ�Ľ�������������ڵ���Ϊ10 ������ѵ������Ϊtrangd. m �����ݺ���Ϊlogsig ��purelin ��Ŀ�����Ϊ0.01 �����ѭ������Ϊ3 X 10ⁿ��n=4��ѵ������Ϊ1842 �Σ�Ԥ��ֵΪ0.6093 ��0.6803 �����ֱ�Ϊ8.4%��18.4% ���Դ�BP ������иĽ����Ľ��������ѵ������Ϊtrangdx. m ��ѧϰ����Ϊo. 1 �����Ӷ���Ϊ0.95 ���ײ�ʹ�ô��ݺ���tansձ�������������䡣ѵ������Ϊ967 �Σ����������Ϊ8.9% ��Ԥ�⾫�ȵõ�����ߣ�ѵ������Ҳ�����ˡ���˸Ľ�����������Ԥ����и��ߵľ��Ⱥ�����ٶȣ��������ԡ�
3 ĥ������ֲڶ�Ԥ��ģ��
����ͼ1 ��ʾ������ṹ��ѧϰ���ʵ�ѡȡ��Χ��0.01-0.8 ֮�䣬����ѡΪ0.01 �����趨Ϊ����Ӧѧϰ���ʷ���ѧϰ���ʵĵ���������Ϊ1.08 ��ѧϰ���ʵĵݼ�������Ϊ0.6 ���������ƽ����ȡΪ0.01 ��ѧϰ����Ϊ3 X 10ⁿ��n=4�Ρ�ѧϰ����Ϊ20 �飬����2 ��L9 (3 ³) ��������Ļ����ϣ�������2 ���������ݡ�ͬʱ���źŷ�10��Ƶ�ν�����������ȡ������Ƶ����������ȡΪ20����ȡ20 ����Ϊѧϰ��������ѵ�������磬ȡ����6 ����ΪԤ��������ͨ���Բ�ͬƵ�Ρ���ͬ��������������Ԥ�������жԱȣ���ȷ�������������ģ�͡�
3.1 ѧϰ������ѡȡ
���Ľ����BP ����Ԥ��ֵ���Ա����1 ��ʾ���ɱ�1���Կ���: 300 - 400 kHz Ƶ����700 -800 kHz Ƶ�ε�AE (Acoustic Emission) �ź�����Ԥ��ƽ������С����ѵ������������300 -400 kHzƵ�αȽ��١�ͼ2 �� 3 �ֱ�Ϊ300 -400 kHz Ƶ����700 -800 kHz Ƶ���źŵ�Ԥ��������ߡ���ͼ2 �� 3��֪: 300 - 400 kHz Ƶ���źŵ�Ԥ��ֵ����ɢ�Ƚ�С���ʺ���Ϊ����ڵ��ź��������ɴˣ��ɰ�300-400kHz Ƶ�ε��ź�������Ϊ����������������о���
��1 ��Ƶ������BP ����Ԥ�����Ա�

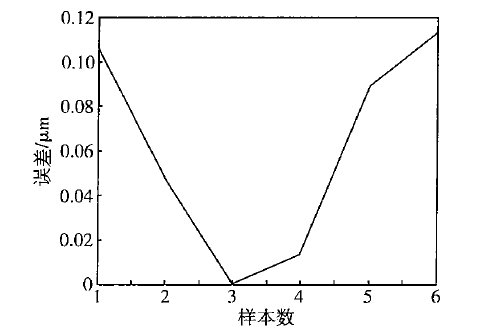
ͼ2 300 - 400 kHz Ƶ���źŵ�Ԥ���������
3.2 ���㵥Ԫ����ȷ��
��ͬ����������Ԫ��ɵ�BP ����ľ���������߷ֱ���ͼ4(a)-(c) ��ʾ��ͨ���ȽϿ��Է���:����2 000 ��ѵ����������Ԫ����Ϊ5ʱ����ӳ����������ܵľ������ɴﵽ0.013 5;��������Ԫ����Ϊ8 ��10 ʱ�����������Դﵽ10 ��³��������������ٶȱȽϿ죬����������Ԫ����Ϊ5 ʱ�����硣Ϊ���������Ԥ�����ܣ�������������ѡȡ6 ��������Ϊ����IJ������ݡ�ͼ5Ϊ��Щ�������ݾݹ�һ�����Ԥ��ֵ��ʵ��ֵ֮���������ߣ������������ԭ����������ѡȡ��6��������ݣ������������6 �����ݵ�Ԥ������ʵ��ֵ֮�������ͼ5 �ɼ�:��ͬ�ṹ��BP�����Ԥ����һ����������ڵ�Ϊ8 ʱ������С���������������ѵ��������ߣ�����ѡȡ���㵥Ԫ��Ϊ8��
3.3 �Ľ���BP ������Ԥ��ģ��
����ṹ��ͼ1 ��ʾ�����㵥Ԫ��ѡȡΪ8 ������ѵ���ĺ���Ϊtraingdx. m ��ѧϰ����Ϊ0.05 ��ѧϰ���ʵĵ���������Ϊ1.08 ��ѧϰ���ʵĵݼ�������Ϊ0.6 �����Ӷ���Ϊ0.95 �����ѵ��������Ϊ3 X 10ⁿ��n=4������Ϊȱʡֵ��ȡ20 ��ѧϰ������ѵ����BP ģ�ͣ�����6 ������������ѵ���õ�BPģ���У����ɵõ�����ֲڶȵ�Ԥ��ֵ��Ԥ��������ʵ��ֵ�Ա����2 ��ʾ��
��2 �Ľ���BP ģ��Ԥ������ʵ��ֵ�Ա�
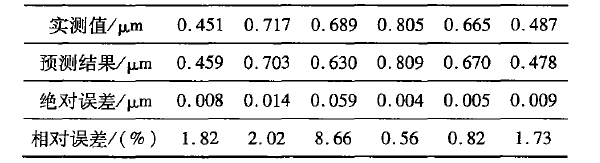
�ɱ�2���Կ�����Ԥ������������Ϊ8.669ë����������Ϊ0.059μm ���ܹ�����Ԥ��Ҫ�������ø��ߵ�Ԥ�⾫�ȣ���������ѧϰ�������Ż�����ṹ�����㵥Ԫ�����������õ�ģ�͡�

ͼ4 ��ͬ���㵥Ԫ��ʱ�ľ����������
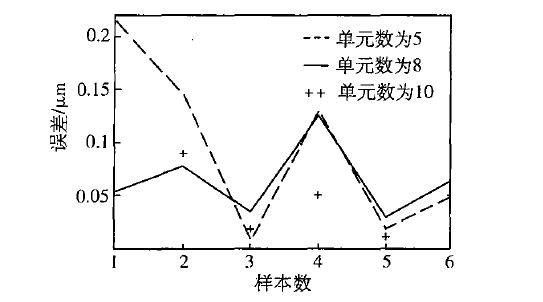
ͼ5 ���㵥Ԫ��Ϊ5��8��10 ʱ���������
4 ����
�������ĥ���ӹ�����ֲڶȲ���ʵ�־�ȷԤ�����⣬�����һ�ָĽ���BP ������Ԥ��ģ�͡��Ľ����Ԥ��ģ����ԭBP ģ����ȣ����нϿ�������ٶȺͽϸߵ�Ԥ�⾫�ȣ������߱���ֲڶ�Ԥ�����ʵ�ü�ֵ������ѧϰ�����������Ż��������ݶ������ģ��Ԥ��ľ�ȷ������Ҫ���ã�����һ��Ӧ��BP ����������Ԥ��ĥ������ֲڶȵ��о��ص㡣
�ο����ף�
[ 1 ] �����꣬���½��ſ����Ȼ��ڽ��������������ĥ������ֲڶ�Ԥ��[J]. �Ϻ���ͨ��ѧѧ���� 2005 ,39 (3 ) : 373 -376.
[ 2 ] �����������ɽ���������ڽ�����������Բ����ĥ������ֲڶȵ�����Ԥ��[J ]. �й���е���̣� 2005 , 16 ( 3 ) : 223 -226
[ 3 ]����ܣ����Ƕ�������ɽ����Ħ���������źŵ�ĥ������ֲڶ�����ⷽ���о�[J] .Ħ��ѧѧ���� 2003 ,23 (3) :237-239
[ 4 ] ����ܣ����Ƕ�������ɽ.����ĥ������ֲڶȵ�������j�����о�[1].�������̼�����ѧѧ���� 2003 �� 22 (1) :107-109.
[ 5 ] Kwak J S , Ha M K. Neural Network Approach for Diagnosis of Joumal of Materials Processing Technology, 2004 ,147 :65 -71
[ 6 ]Zhen W, Willett P , Paulo R , et al. Neural Network Detection of Grinding Bum from Acoustic Emission [J J. Intemational Joumal of Machine Tools & Manufacture , 2001 ,41 :283 -309.
[ 7 ]������.����������ij���ĥ������ֲڶ��о�[D] ��ɳ:���ϴ�ѧ�� 2006 :46 -72.


 ��������
��������





{kind=link}